|
№ |
Технологичес-кая операция |
Rz, мкм |
h |
ρ |
ε |
T |
2zном |
2zmax |
2zmin |
Предельные размеры, мм |
Исполнительный размер |
|||
|
dmax |
dmin |
|||||||||||||
|
1 |
Заготовка |
150 |
250 |
354 |
- |
0,8 |
- |
- |
- |
43,054 |
42,254 |
|
||
|
2 |
Точение черновое |
50 |
50 |
19,2 |
40 |
0,21 |
2,245 |
2,455 |
1,445 |
40,809 |
40,599 |
40,809-0,21 |
||
|
3 |
Точение чистовое |
25 |
25 |
0,77 |
- |
0,13 |
0,448 |
0,578 |
0,238 |
40,361 |
40,231 |
40,361-0,13 |
||
|
4 |
Черновое шлифование |
10 |
20 |
0,034 |
20 |
0,033 |
0,27 |
0,303 |
0,14 |
40,091 |
40,058 |
|
||
|
5 |
Чистовое шлифование |
5 |
15 |
0 |
- |
0,013 |
0,073 |
0,086 |
0,04 |
40,018 |
40,002 |
|
||
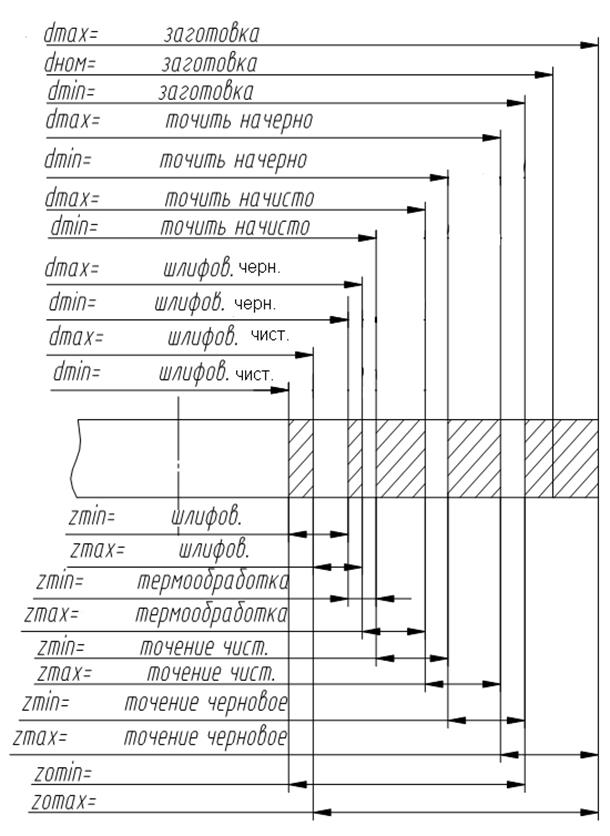
Схема расположения припусков для вала
![]()
7.Разработка технологического процесса механической обработки.
Деталь «вал-шестерня ведомый» представляет собой сравнительно сложную деталь, в которой сочетается механическая обработка цилиндрических наружных и внутренних поверхностей, конической наружной поверхности, нарезание резьбы, плоских поверхностей.
7.1 Выбор оборудования
Выбор оборудования производится , пользуясь следующими общими правилами:
- По своему техническому уровню он должен соответствовать типу производства;
- по допустимому максимальному размеру обработки детали следует исходить из того, что станок должен использовать 70-80 % номинальной мощности привода;
-по возможности обеспечения выполнения заданных технических условий;
-по обеспечению наибольшей производительности;
- по возможно наименьшей себестоимости станка;
- по реальности его приобретения.
Из двух сравниваемых станков выбирается тот , который обеспечит наименьшую себестоимость и трудоемкость. Это сравнение допускается делать путем интуитивного заключения, без расчетов.
При выборе технологической оснастки следует по возможности применять наиболее быстродействующие автоматизированные приспособления. Желательно применять стандартные или унифицированные приспособления.
Исходя из выше перечисленных требований для изготовления детали « Вал-
шестерня ведомый» потребуются: токарно-фрезерный обрабатывающий центр, шлицефрезерный , круглошлифовальный, зубопротякивающий, зубообкатывающий и вертикально-сверлильный станок.
Выбор оборудования в наибольшей степени зависит от годовой программы выпуска деталей. В данном случае деталь «вал-шестерня ведомый» выпускается в крупносерийном производстве. Поэтому в качестве металлорежущих станков применяем станки с ЧПУ. На фрезерно-центрвальном мод.2Г942, токарно-копировальном п\а мод.1713, шлицефрезерный мод.5350А, круглошлифоваль-ный мод.3М150, зубопротяжной мод.5С268, Вертикально-сверлильный мод.2Н135, отделочноза-чистной мод.4407, а также помощью использования специального зубошевинговального станка, будет возможна обработка всех поверхностей данной детали, включая протягивание зубьев и сверление отверстий. Затем деталь отправляется в печь, для термической закалки до требуемой твердости, после чего деталь обрабатывается на круглошлифовальном станках мод.3М150, шлицешлифовальный мод.3451, происходит окончательная обработка поверхностей детали.
7.2. Выбор приспособлений
В современном машиностоении невозможно реализовать спроектированный технологический процесс без соответствующей технологической оснастки. От правильного выбора приспособлений , как и других элементов технологического оснащения, зависят технико-экономические показатели технологического процесса.
Приспособлением называют сменные устройства, которыми оснащают металлорежущие станки для эффективного выполнения задач
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.