На выбор метода получения заготовки влияют следующие показатели:
1.Материал детали;
2.Назначение детали;
3.Размеры и форма детали;
4.Характер применяемого вида оборудования.
Для выбора оптимального способа получения заготовок рассмотрим два варианта:
1.Заготовка получается из проката;
2. Заготовка получается методом горячей объемной штамповки на ГКМ;
Расчет припусков и допусков на заготовку по ГОСТ 7769-81
Æ27=27+2´2,1=31,2± 1,00,5
Æ38=38+2´2,4=42,8±1,00,5
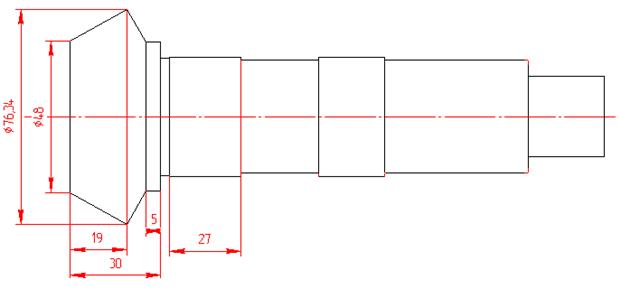
Æ40к6=40+2´2,4=44,8±1.00,5
Æ50=50+2х2,4=54,8±1,00,5
Æ72,34=72,34+2´2,2=76,74±1,00,6
L30=30+2,5-2,1=30,4±1,00,6
L57=57+2,5-2,2=57,3±1,00,6
L83=83+2,5-2,2=83,3±1,00,6
L27=27-2,1+2,5=27,4±1,00,5
L77=77-2,7+2,5=77,3±1,00,6
L182=182+2,5+2,5=187±1,30,7
Расчет массы детали
м=r×V,
где r - плотность материала.
rст=7,85 г/см3
V - объем детали
Vцил=ПR2×L
где R - радиус окружности;
L - длина цилиндра
V1 : d=2,7 см, L=2.7 см
V1=3,14´1,352´2,7=15,45см3
V2 : d=3,8см, L=5см
V2=3,14´1,92´5=56,7см3
V3: d=4см, L=2,2см
V3=3,14´22´2,2=27,6см3
V4:d=3,8см, L=2,6см
V4=3,14´1,92´2,6=29,5см3
V5: d=4см, L=2,4см
V5=3,14´22´2,4=30,1см3
V6:d=3,8см, L=0,3см
V6=3,14´1,92´0,3=3,4см3
V7:d=5см, L=0,6см
V7=3,14´2,52´0,6=11,8см3
Vус.конуса=(R2+R12+R+R1)×П×L/3
где R - радиус большой окружности
R1 - радиус меньшей окружности
L - высота усеченного конуса
Vус.к.1.=(3,62+2,52+3,6+2,5)×3,14×2,7/3=71,5см3
Vус.к.2=(32+1,22+3+1,2)×3,14+0,6/3=9,1см3
Vкв=L×В×H
Vкв=2,2×2,0×1,0=4,4см2
Vдет=V1+V2+V3+V4+V5+V6+V7+VУС.К.1+VУС.К.2+VКВ=232,5см2
мg=232,5х7,85=1825г=1,8кг
Расчет массы заготовки
V1 : d=3,12 см, L=2,74 см
V1=3,14´1,562´2,74=20,94см3
V2 : d=4,28см, L=5,3см
V2=3,14´2,142´5,3=76,21см3
V3: d=4,48см, L=2,24см
V3=3,14´2,242´2,24=35,3см3
V4:d=4,28см, L=2,64см
V4=3,14´2,142´2,64=38см3
V5: d=4,48см, L=2,44см
V5=3,14´2,242´2,24=38,5см3
V6:d=4,28см, L=0,3см
V6=3,14´2,142´0,3=4,5см3
V7:d=5,48см, L=0,6см
V7=3,14´2,742´0,6=14,5см3
V ус.к.1.=(3,842+2,52+3,84+2,5)×3,14×2,7/3=77,3см3
Vус.к.2=(32+1,22+3+1,2)×3,14+0,6/3=9,1см3
Vкв=2,2×2,0×1,0=4,4см2
Vзаг=291,9см3
мg=291,9´7,85=2291,4г=2,3кг
 , где
, где ![]() - масса готовой детали ;
- масса готовой детали ; ![]() - масса заготовки;
- масса заготовки;
 = 0,782
= 0,782
Экономическое обоснование выбора заготовки
Сравниваются два метода выбора заготовки на основании результатов экономического расчета стоимости заготовок.
1. Себестоимость заготовки при получении ее методом горячей объемной штамповки.
Себестоимость заготовки получаемой таким методом с достаточной точностью определяется по формуле:
Сзаг=(Сi/1000×Q×Kт×Kc×Kв×Kм×Kп)-Sотх/1000(Q-q)
где Сi - базовая стоимость 1т заготовки, руб.;
Q - масса заготовки, кг;
Sотх - цена 1т отходов, получаемых в результате обработки, руб.;
q - масса готовой детали, кг.
Значения коэффициентов:
КТ=1,05; КС= 0,78; КВ= 1; Км= 1,21; Кп=1.
СЗАГ.1=(21000/1000´2,3´1,05´0,78´1´1,21´1)-4000/1000(2,3-1,8)=
=45,86 руб.
Из расчета себестоимости заготовки полученной горячей объемной штамповкой равна 45,86 руб. Для сравнения рассчитывается себестоимость заготовки полученной из проката.
2. Себестоимость заготовки из проката .
Затраты на ее заготовку определяют по ее массе и массе сдаваемой стружки.
СЗАГ.2=Q´Si- Sотх /1000(Q--q),
где Q – масса заготовки, кг
S – цена 1 кг материала заготовки, руб.;
q – масса готовой детали, кг;
Sотх – цена 1т отходов, руб.;
Сзаг.2=2,3´21-4000/1000(2,3-1,8)=46,3 руб.
так как технологическая себестоимость обработки по 1 варианту меньше, то обработку ведем по 1 варианту при котором экономится:
ЭЗ=(СЗАГ.2 - СЗАГ.1 )´N,
где СЗАГ.1- стоимость заготовки на горячей штамповке, руб.;
СЗАГ.2 – стоимость заготовки из проката , руб.
ЭЗ= (46,3-45,86)´20000=8800 руб.
Таким образом можно сделать вывод , что затраты на последующую обработку будут больше для заготовок из проката , так как он будет более трудоемким, вследствие удаления припусков, значительно превышающих припуски на обработку у заготовки. Полученной методом горячей, объемной штамповки на ГКМ. Поэтому выбираю заготовку полученную, методом объемной штамповки.
5. Разработка маршрута обработки поверхностей детали.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.