Для резервных звеньев поля допусков, как правило, определяется из расчета и могут быть любыми.
Нахождение
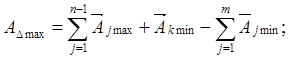
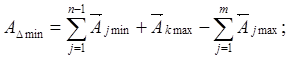
предельных отклонений резервного звена ![]() :
:
По величине ![]() находим ближайшее стандартное основное
отклонение:
находим ближайшее стандартное основное
отклонение:
![]() .
.
4. Проверка.
Определение суммы допусков выбранных звеньев:

![]()
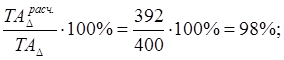
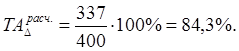
Примечание: задача решена
верно, если используется от 80% до 100% исходного допуска ![]() (т.е.
(т.е. ![]() ).
).
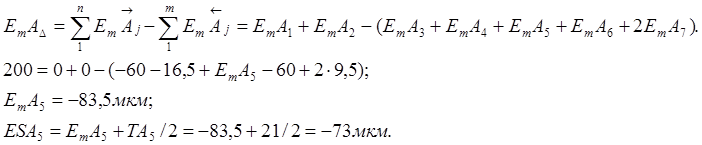
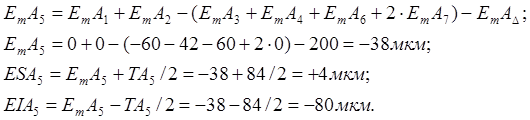
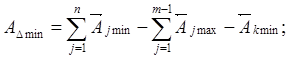
Определение
предельных отклонений замыкающего звена ![]()


Так как
расчетные координаты вышли за поле допуска, скорректируем звено ![]()
![]() .
.
Проверка:
![]() или 93%;
или 93%;
![]()
![]()
![]()
Задача решена верно, т.к.
 и
и
![]()
Анализ решения: изготовление звеньев по 7-8 квалитетам технологически невыгодно (приемлемыми являются допуски, начиная с 10 квалитета и далее), предпочтительно перейти на теоретико-вероятностный метод расчета.
ТЕОРЕТИКО-ВЕРОЯТНОСТНЫЙ МЕТОД РАСЧЕТА
Проведем расчет данной задачи теоретико-вероятностным методом.
Используем способ допусков одного квалитета, т.е.
1. Определение значения функции Лапласа и коэффициента Стьюдента:
![]()
По функции ![]() находим коэффициент Стьюдента
находим коэффициент Стьюдента ![]() [3, с.14].
[3, с.14].
Для данной
задачи процент риска: ![]()
![]()
 т.к. закон равной вероятности
(мелкосерийное производство).
т.к. закон равной вероятности
(мелкосерийное производство).
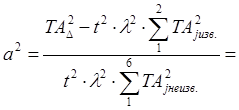
2. Определение суммы допусков неизвестных звеньев:
(предполагаем,
что ![]() ),
),
3. Определение числа единиц допуска, характеризующее квалитет:


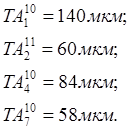
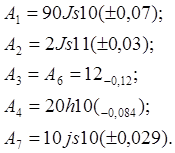
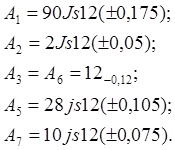
Назначаем допуски:
![]() - резервное звено:
- резервное звено:

Стандартное
значение допуска ![]() (по 10 квалитету).
(по 10 квалитету).
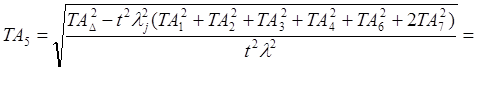
Рассчитаем 
Назначаем предельные отклонения:
Расчет
резервного звена ![]()
Назначаем ![]()
Проверка:

![]()
![]()
![]()
Эскиз узла с обозначением на нем размеров, входящих в размерную цепь, дан в приложении 6.1.
РЕШЕНИЕ ЗАДАЧИ МЕТОДОМ ПРИГОНКИ КОМПЕНСАТОРА (СЪЕМОМ МЕТАЛЛА)
Пусть
компенсатор – втулка ![]() - уменьшающее звено.
- уменьшающее звено.
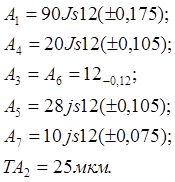
Назначаем на все звенья удобные технологические допуски (по 12-14 квалитету):
Определяем размеры компенсатора из:

![]()
![]()
![]()
![]()
![]()
![]()
Номинальный
размер ![]() т.е.
т.е. ![]()
Если компенсатор
в процессе изготовления уменьшается, его заготовка ![]() должна
быть больше
должна
быть больше ![]() на величину припуска, и, наоборот, если
увеличивается – то меньше
на величину припуска, и, наоборот, если
увеличивается – то меньше ![]() на величину припуска.
на величину припуска.
Например: ![]()
Примечание: метод пригонки используется в единичном и мелкосерийном производстве, т.к. требует контрольных и пригоночных (съема материала) операций, является трудоемким.
Если компенсатор
является увеличивающим звеном, например, звено ![]() то его
находят из формул:
то его
находят из формул:
![]()
![]()
Т.е. ![]()
![]()
![]()
![]()
![]()
РЕШЕНИЕ ДАННОЙ ЗАДАЧИ МЕТОДОМ РЕГУЛИРОВКИ
(без снятия материала)
В качестве
компенсатора возьмем ![]()
Допуск на шлифовку следует брать по 6-9 квалитетам.


Определим число прокладок:

При увеличении ![]() увеличивается число прокладок, что
нецелесообразно.
увеличивается число прокладок, что
нецелесообразно.
Определим размер ступени (разницу толщин прокладок):
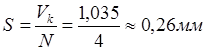 (округлять до двух знаков после запятой).
(округлять до двух знаков после запятой).
Примечание: Толщина ![]() должна быть
должна быть ![]() .
.
Наиболее часто
используется 2 набора прокладок. Первый состоит из одной постоянной, толщина
которой ![]() и
и ![]() сменных
толщиной
сменных
толщиной ![]() .
.
I набор.
![]()
Скорректируем ![]() на допуск
на допуск ![]() а так
же учитывая допуск
а так
же учитывая допуск ![]() (при N=4):
(при N=4):
![]()
![]() можно брать
можно брать ![]()
![]()
Проверка:
Задача считается решенной верно, если для худших условий сборки (прокладки имеют минимальные размеры) выполняется условие:
![]()
![]()
![]()
Условие выполняется.
II набор.
Во втором
наборе, т.к. используется только одна прокладка, корректировка на ![]() не нужна.
не нужна.
Примечание:
II набор прокладок
требует большего расхода металла, но он удобнее при сборке, если ![]() очень мала (меньше 0,1 мм) и прокладка
может сминаться.
очень мала (меньше 0,1 мм) и прокладка
может сминаться.
Примечание:
Подбор прокладок осуществляется следующим образом:
После сборки
деталей в корпусе (одна из крышек не установлена) замеряется размер ![]() между последней деталью (
между последней деталью (![]() ) и торцом корпуса. Замер производится с
помощью микрометрического глубиномера.
) и торцом корпуса. Замер производится с
помощью микрометрического глубиномера.
После установки
последней крышки должно выполняться условие ![]() откуда
откуда
![]() При регулировке после расчета подбирается
прокладка, при методе пригонки – заготовка компенсатора шлифуется до нужного
размера.
При регулировке после расчета подбирается
прокладка, при методе пригонки – заготовка компенсатора шлифуется до нужного
размера.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Радкевич Я.М. Метрология, стандартизация и сертификация: учеб. для вузов / Я.М. Радкевич, А.Г. Схиртладзе, Б.И.Лактионов – 2-е изд., доп. – М.: Высш. шк. 2006- 800с.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.