Примечания:
1. В качестве материала “сталь” брать сталь 35 или 45.
2. Метод соединения деталей:
- вариант 1 : механическая запрессовка при нормальной температуре без смазки;
- вариант 2 : механическая запрессовка при нормальной температуре со смазкой;
- вариант 3 : запрессовка нагревом охватывающей детали.
3. В том случае, если стандартная выбранная посадка не обеспечивает эксплуатационный запас прочности, применяют дополнительное крепление: шпонку, винт, штифт. При таком варианте выполнить эскиз крепления, расчет эксплуатационного запаса прочности не производить.
4. В том случае, если сборка деталей производится только со смазкой, независимо от варианта, выбирать соответствующий коэффициент трения.
Приложение 3.3
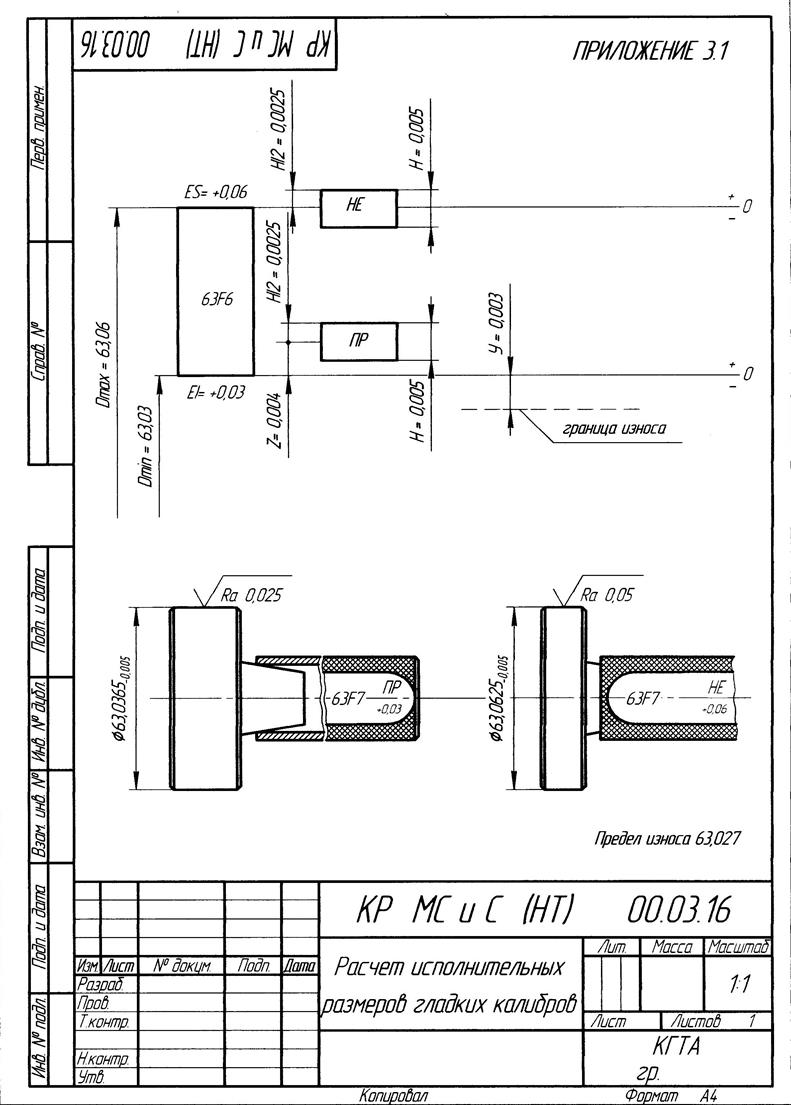
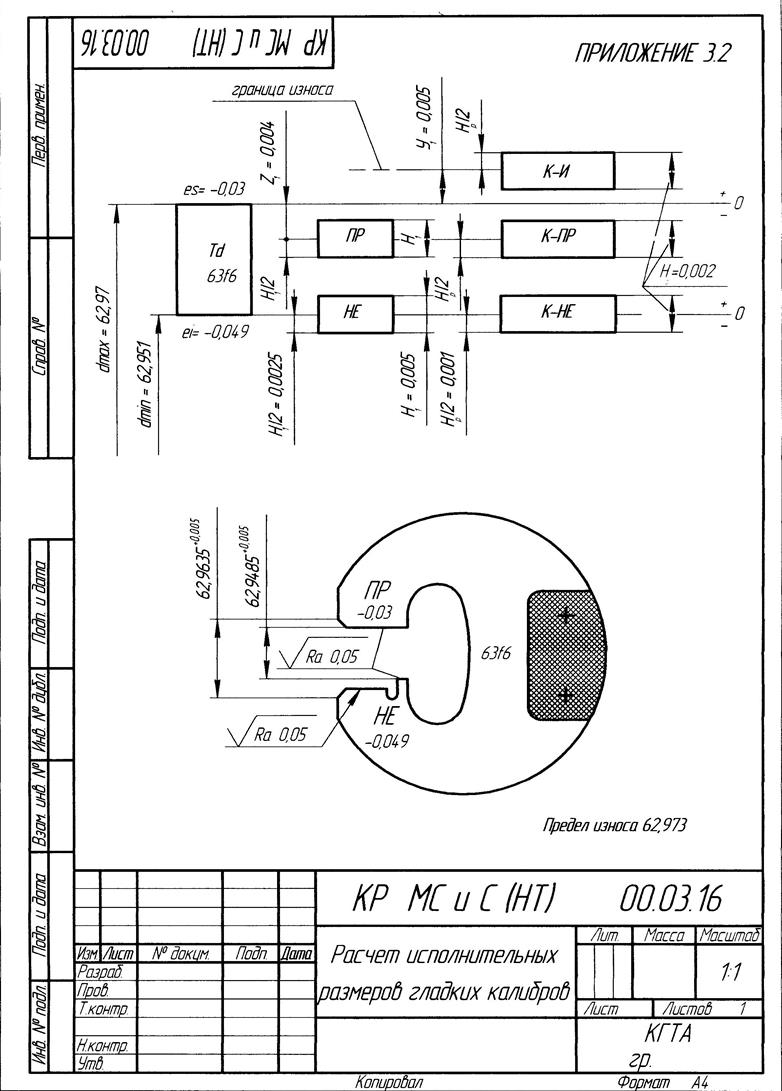
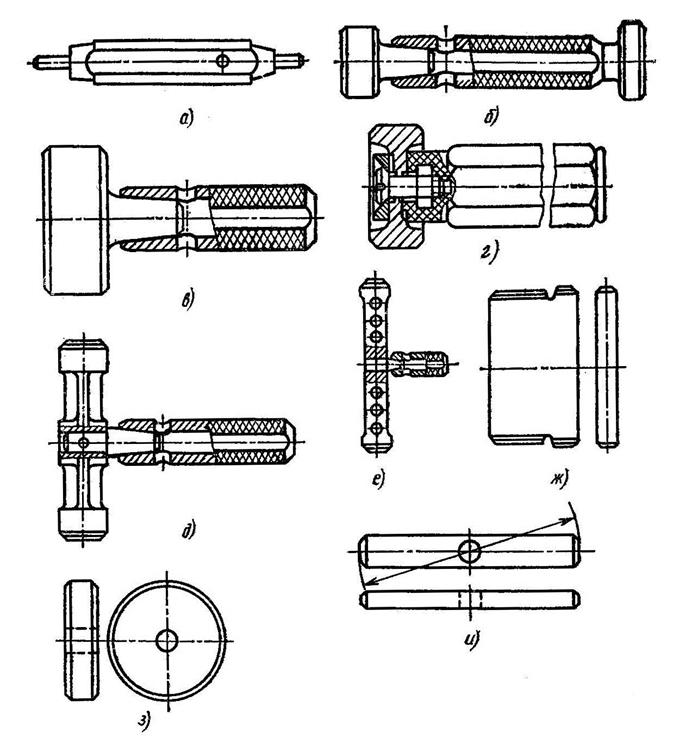
Основные типы калибров-пробок для контроля отверстий и контрольные калибры к скобкам:
а – пробка двусторонняя со
вставками (![]() );
);
б - пробка двусторонняя со
вставками (![]() );
);
в – пробка проходная
(непроходная) со вставками (![]() );
);
г – штампованная проходная
(непроходная) с насадками (![]() );
);
д – пробка проходная
(непроходная) неполная штампованная (![]() );
);
е – пробка проходная
(непроходная) неполная (![]() );
);
ж – пробка одностороння
листовая (![]() );
);
з – шайба полная (![]() );
);
и – шайба неполная (![]() )
)
Приложение 4.3
|
№ варианта |
Условное обозначение подшипника |
Класс точности |
Нагрузка, кН P-радиальная, A-осевая |
Вращается: |
D/Dk или dотв/d |
Характер нагрузки |
|||||
|
Вариант |
Вариант |
||||||||||
|
1 |
2 |
3 |
1 |
2 |
3 |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
|
1 |
210 |
6 |
P=12 |
вал |
0,4 |
0 |
0,6 |
У |
У |
Т |
|
|
2 |
203 |
6 |
P=3 |
вал |
0 |
0,2 |
0,4 |
У |
У |
У |
|
|
3 |
215 |
0 |
P=10 |
корпус |
0,6 |
0,4 |
0 |
У |
Т |
У |
|
|
4 |
314 |
0 |
P=14 |
вал |
0,5 |
0,75 |
0 |
У |
У |
Т |
|
|
5 |
сдвоенный 7315 |
0 |
P=30, A=15 |
вал |
0 |
0,4 |
0,2 |
У |
У |
Т |
|
|
6 |
1216 |
0 |
P=20 |
корпус |
0,6 |
0 |
0,7 |
У |
Т |
У |
|
|
7 |
1310 |
6 |
P=12 |
корпус |
0 |
0,8 |
0,4 |
Т |
У |
У |
|
|
8 |
1314 |
0 |
P=15 |
вал |
0,7 |
0,5 |
0 |
У |
Т |
Т |
|
|
9 |
2212 |
6 |
P=30 |
вал |
0 |
0,6 |
0,4 |
Т |
У |
Т |
|
|
10 |
1616 |
0 |
P=15, A=10 |
вал |
0,6 |
0 |
0,4 |
У |
Т |
У |
|
|
11 |
7218 |
0 |
P=20 |
корпус |
0 |
0,6 |
0,4 |
Т |
У |
Т |
|
|
12 |
3628 |
6 |
P=16, A=4 |
корпус |
0,5 |
0,8 |
0 |
У |
У |
Т |
|
|
13 |
3518 |
0 |
P=12, A=2 |
вал |
0,7 |
0 |
0,5 |
У |
Т |
У |
|
|
14 |
97516 |
0 |
P=30, A=10 |
вал |
0,6 |
0 |
0,4 |
У |
Т |
У |
|
|
15 |
11205 |
0 |
P=10 |
корпус |
0 |
0,6 |
0 |
Т |
У |
Т |
|
|
16 |
сдвоенный 7515 |
0 |
P=20, A=8 |
вал |
0 |
0 |
0,4 |
У |
Т |
У |
|
|
17 |
11310 |
6 |
P=5, A=5 |
корпус |
0,6 |
0,8 |
0 |
У |
У |
Т |
|
|
18 |
11609 |
6 |
P=14 |
вал |
0,7 |
0 |
0,5 |
У |
Т |
У |
|
|
19 |
3540 |
0 |
P=12, A=6 |
корпус |
0 |
0,6 |
0 |
Т |
У |
У |
|
|
20 |
120 |
6 |
P=10 |
вал |
0,6 |
0,75 |
0,4 |
У |
У |
У |
|
|
21 |
32116 |
0 |
P=30 |
корпус |
0 |
0,5 |
0,4 |
Т |
У |
У |
|
|
22 |
62310 |
0 |
P=25, A=5 |
вал |
0 |
0,7 |
0 |
У |
Т |
Т |
|
|
23 |
436206 |
0 |
P=10, A=10 |
вал |
0,6 |
0,4 |
0 |
У |
У |
Т |
|
|
24 |
7210 |
0 |
P=16 |
корпус |
0 |
0,7 |
0,5 |
Т |
У |
Т |
|
|
25 |
2524 |
0 |
P=26 |
корпус |
0,7 |
0,4 |
0 |
У |
У |
Т |
|
|
26 |
346209 |
6 |
P=20, A=8 |
вал |
0 |
0,5 |
0,7 |
Т |
У |
У |
|
|
27 |
208 |
0 |
P=4 |
вал |
0,6 |
0,75 |
0 |
У |
У |
Т |
|
|
28 |
7216 |
0 |
P=20, A=4 |
корпус |
0 |
0 |
0,5 |
Т |
У |
У |
|
|
29 |
1614 |
0 |
P=10, A=2 |
корпус |
0,5 |
0,8 |
0 |
У |
У |
Т |
|
|
30 |
62310 |
6 |
P=16 |
вал |
0 |
0,4 |
0,7 |
Т |
Т |
У |
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.