Схема расположения полей допусков болта и резьбового гнезда дана в приложении 5.1.
6. РАСЧЕТ РАЗМЕРНЫХ ЦЕПЕЙ
Для указанного сборочного узла (рис. 2):
- составить схему размерной цепи с представлением эскиза узла с обозначением на нем размеров, входящих в размерную цепь;
- по заданному допуску исходного звена найти допуски составляющих звеньев расчетом на максимум-минимум или теоретико-вероятностным методом (способом допусков одного квалитета точности);
- назначить предельные отклонения составляющих звеньев, дать выводы по результатам расчета, сделать проверку правильности решения.
Справочные данные [1, с. 546, 561], [2, с. 249-267], [3, т.1, 2].
Данные для расчетов в таблице приложения 6.2, схемы узлов в приложении 6.3.
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
|
|
- номинальный размер составляющего звена; |
|
|
- номинальный размер замыкающего звена; |
|
|
- номинальные размеры увеличивающихся звеньев; |
|
|
- номинальные размеры уменьшающихся звеньев; |
|
|
- допуск составляющего звена; |
|
|
- допуск замыкающего звена; |
|
|
- верхнее предельное отклонение; |
|
|
- нижнее предельное отклонение; |
|
|
- координата середины поля допуска звена; |
|
|
- количество увеличивающихся звеньев; |
|
|
- количество уменьшающихся звеньев; |
|
|
- количество известных звеньев; |
|
|
- номинальный размер компенсатора; |
|
|
- размер компенсации; |
|
|
- число прокладок; |
|
|
- допуск известного звена; |
|
|
- допуск неизвестного звена; |
|
|
- единица допуска, мкм.; |
|
|
- число единиц допуска; |
|
|
- передаточное отношение; |
|
|
- коэффициент Стьюдента; |
|
|
- коэффициент, учитывающий закон распределения размеров. |
ЗАДАНО: ![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]()
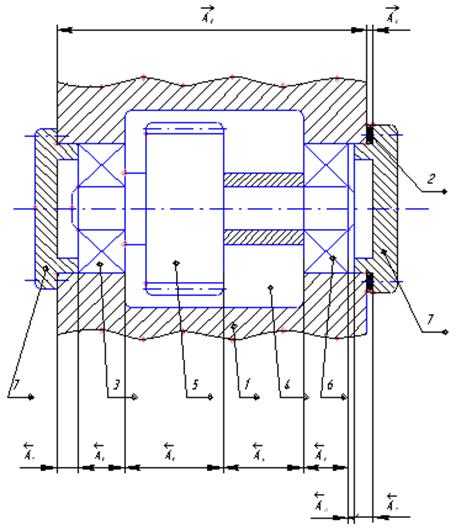
Рис. 2
ПРИМЕР РЕШЕНИЯ ПРЯМОЙ ЗАДАЧИ
1. Определение суммы допусков неизвестных звеньев.
Решаем методом поной взаимозаменяемости (метод максимума-минимума), способом допусков одного квалитета:
Примечание: для линейных
размерных цепей передаточное отношение ![]() ,
поэтому
,
поэтому ![]() в расчетах опускаем.
в расчетах опускаем.

![]()
 мкм
мкм
2. Определение числа единиц допуска а, характеризующего квалитет:
|
|
|
|
|
|
|
[1, с.561]; [2, с.256]; [4, с.150] |
Предполагаем: ![]()

Для 8-го
квалитета: ![]() [3, с. 40-43]
[3, с. 40-43]
Для 7-го
квалитета: ![]()
3. Назначение допусков и предельных отклонений на неизвестные звенья [3, с. 43]:
![]() мкм по 8 квалитету;
мкм по 8 квалитету;
![]() мкм по 8 квалитету;
мкм по 8 квалитету;
![]() мкм по 8 квалитету;
мкм по 8 квалитету;
![]() мкм по 7 квалитету;
мкм по 7 квалитету;
![]() выбираем в качестве резервного звена;
выбираем в качестве резервного звена;
Примечание. В качестве
резервных звеньев выбирать прокладки ![]() , дистанционные втулки
, дистанционные втулки ![]() ; а также детали с малой трудоемкостью
изготовления звеньев.
; а также детали с малой трудоемкостью
изготовления звеньев.

Выбираем
ближайшую меньшую величину ![]() по 7 квалитету.
по 7 квалитету.
Примечание: современные
станки с ЧПУ обладают точностью позиционирования ![]() ,
универсальные станки обеспечивают точность изготовления линейных размеров на
уровне 9-10 квалитетов (при чистовой обработке); шлифовальные станки со
специальной мерительной оснасткой на уровне 6-8 квалитетов.
,
универсальные станки обеспечивают точность изготовления линейных размеров на
уровне 9-10 квалитетов (при чистовой обработке); шлифовальные станки со
специальной мерительной оснасткой на уровне 6-8 квалитетов.
Назначение полей допусков.
Жестких
требований по назначению полей допусков не существует. Рекомендуется для охватывающих
размеров назначать поля допусков с основным отклонением ![]() ,
для охватываемых – с
,
для охватываемых – с ![]() (Причем для увеличивающих
размеров брать отклонение аналогично «отверстиям», для уменьшающих – «валам»).
(Причем для увеличивающих
размеров брать отклонение аналогично «отверстиям», для уменьшающих – «валам»).
При обработке
изделий на станках с ЧПУ, если нет конструкторских ограничений, рекомендуется
назначать поля допусков ![]() с симметричными
отклонениями. Это обусловлено тем, что настройка на 0 станка производится на
середину поля допуска, и разброс размеров, как правило, наблюдается в обе
стороны от нулевой точки.
с симметричными
отклонениями. Это обусловлено тем, что настройка на 0 станка производится на
середину поля допуска, и разброс размеров, как правило, наблюдается в обе
стороны от нулевой точки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.