БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ
По лабораторной работе №3
«АНАЛИЗ И ОПТИМИЗАЦИЯ РЕШЕНИЙ
НА ОСНОВЕ МОДЕЛЕЙ МАССОВОГО ОБСЛУЖИВАНИЯ»
Выполнил:
Студент гр. 420601
Серов П.А.
Проверил:
Батин Н.В.
На участке выпускаются детали двух видов. Заготовки
для выпуска деталей поступают на участок через каждые 6![]() 2
минуты. Все заготовки обрабатываются на станке А; время обработки детали на
станке распределено по экспоненциальному закону и составляет в среднем 5 минут.
2
минуты. Все заготовки обрабатываются на станке А; время обработки детали на
станке распределено по экспоненциальному закону и составляет в среднем 5 минут.
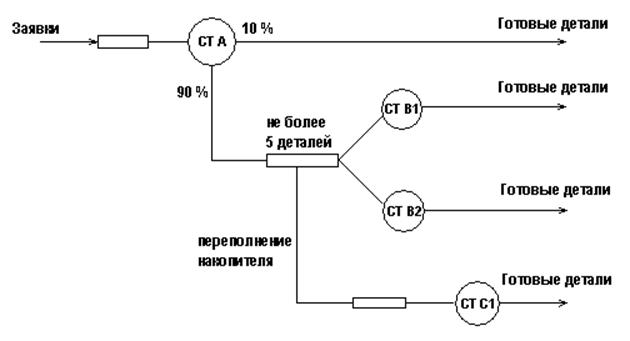
10% деталей, выпущенных на станке А, продаются как готовые (детали типа 1). Остальные проходят дальнейшую обработку (из них выпускаются детали типа 2). Детали типа 1 со станка А поступают на 2 одинаковых станка (В1 и В2); время обработки одной детали на этих станках распределено по экспоненциальному закону и составляет в среднем 12 минут. Перед станками В1 и В2 установлен общий накопитель, вмещающий 5 деталей; при его заполнении все поступающие детали типа 1 направляются на станок С, на котором обработка занимает ровно 7 минут.
Затраты (в денежных единицах), связанные с работой и простоями каждого станка (в минуту), приведены в таблице.
|
А |
В |
С |
|
|
Работа |
0,3 |
0,6 |
0,5 |
|
Простой |
0,1 |
0,2 |
0,1 |
Прочие расходы, связанные с выпуском деталей типа 1 и 2, составляют 3 и 10 д.е. соответственно. Детали типа 1 продаются по цене 8 д.е., типа 2 – 35 д.е.
Приведем схему данной системы массового обслуживания (СМО):
1. Найдем характеристики работы станка А
Станок А представляет собой одноканальное СМО без
ограничения на очередь. Интервалы времени между поступлениями заготовок
составляют 5 ![]() 2 минуты (равномерно распределенная
случайная величина). Время обработки детали на станке примерно постоянно и
составляет 4 минуты (детерминированная величина).
2 минуты (равномерно распределенная
случайная величина). Время обработки детали на станке примерно постоянно и
составляет 4 минуты (детерминированная величина).
С учетом вышесказанного станок А можно представить как СМО типа G/G/1 без ограничений на очередь.
Параметры станка А:
· Интенсивность входного потока  дет./мин.
(интервалы времени между поступлениями заготовок составляют в среднем 5 мин)
дет./мин.
(интервалы времени между поступлениями заготовок составляют в среднем 5 мин)
· Среднее время обслуживания заявки ![]() мин/дет. (время обработки детали на станке
примерно постоянно и составляет 4 минуты)
мин/дет. (время обработки детали на станке
примерно постоянно и составляет 4 минуты)
· Интенсивность обслуживания заявок  дет./мин
дет./мин
Используя данные параметры найдем характеристик СМО.
Характеристики станка А:
· Нагрузка на СМО  =0,8
=0,8
Так как ![]() 0,8<1, то станок А
справляется с потоком заявок
0,8<1, то станок А
справляется с потоком заявок
· Коэффициент загрузки ![]() =0,8 (
=0,8 (![]() - станок обрабатывает все поступающие
детали)
- станок обрабатывает все поступающие
детали)
Станок А в течении 80% времени работает.
· Вероятность простоя ![]() =0,2
=0,2
· Среднее количество заявок в очередь  =0,085 дет.
(где
=0,085 дет.
(где ![]() – для детерминированной величины,
– для детерминированной величины,  =0,231 – для
равномерно распределенной величины)
=0,231 – для
равномерно распределенной величины)
· Среднее число заявок на обслуживание ![]() =0,8 детали
=0,8 детали
· Среднее число заявок в СМО ![]() =0,885
детали
=0,885
детали
· Среднее время ожидания заявки в очереди 
 =0,425 мин
=0,425 мин
· Среднее время пребывания заявки в СМО ![]() =4,425 мин
=4,425 мин
· Пропускная способность ![]() =0,2
дет./мин
=0,2
дет./мин
Среднее количество деталей, обрабатываемых станком А за одну минуту, равно 0,2.
2. Найдем характеристики работы группы станков В1-В2
В группу станков В входят два станка. Поток поступающих деталей – Пуассоновский, время их выполнения – экспоненциальная случайная величина. Кроме того, так же присутствует ограничение на очередь (5 деталей).
Поэтому группу станков В можно рассматривать как СМО типа М/М/2 с ограничением на очередь в 5 деталей.
Параметры группы станков В:
· Интенсивность входного потока ![]() =0,18
дет./мин (поскольку на станки В идут только 90% деталей, обработанных станком
А), где
=0,18
дет./мин (поскольку на станки В идут только 90% деталей, обработанных станком
А), где ![]() ,
, ![]() дет./мин.
дет./мин.
· Среднее время обслуживания заявки ![]() мин/дет.
мин/дет.
· Интенсивность обслуживания заявок  дет./мин.
дет./мин.
Характеристики группы станков В:
· Нагрузка на СМО  =1,35. Это говорит о том, что группа станков В не справляется
с поступающими заявками.
=1,35. Это говорит о том, что группа станков В не справляется
с поступающими заявками.
· Вероятность простоя 
 =0,018
=0,018
· Вероятность отказа  =0,294
=0,294
Это означает, что примерно 29,4% деталей, поступающих для обработки на группу станков В1-В2, получают отказ из-за перегруженности станков.
·
Коэффициент загрузки ![]() =0,953
=0,953
·
Среднее количество заявок в
очереди 
 =3,155 дет.
=3,155 дет.
·
Среднее число заявок на
обслуживание ![]() =1,909
дет.
=1,909
дет.
·
Среднее число заявок в СМО ![]() =5,064 дет.
=5,064 дет.
·
Среднее время ожидания заявки в
очереди  =24,83 мин.
=24,83 мин.
·
Среднее время пребывания заявки в
СМО ![]() =39,83 мин.
=39,83 мин.
·
Пропускная способность ![]() =0,127 дет./мин.
=0,127 дет./мин.
3. Рассчитаем характеристики работы станка С с помощью программы SMO
Станок С представляется в виде одноканальной СМО без ограничений на очередь типа М/М/1 (входной поток – Пуассоновский, время обработки деталей распределено по экспоненциальному закону).
Для расчета характеристик станка С нам понадобятся некоторые параметры.
Параметры станка С:
·
Интенсивность входного потока ![]() =0,053
дет./мин, где
=0,053
дет./мин, где ![]() =0,294 – вероятность отказа
деталям, поступившим на станки В;
=0,294 – вероятность отказа
деталям, поступившим на станки В; ![]() =0,18 – интенсивность
входного потока для станков В.
=0,18 – интенсивность
входного потока для станков В.
·
Интенсивность обслуживания заявок  дет./мин.
дет./мин.
Характеристики станка С:
·
Нагрузка на СМО ![]() =0,53
=0,53
·
Вероятность простоя ![]() =0,47
=0,47
·
Коэффициент загрузки ![]() =0,53
=0,53
·
Среднее количество заявок в очереди ![]() =0,598
дет.
=0,598
дет.
·
Среднее число заявок на обслуживание ![]() =0,53
дет.
=0,53
дет.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.