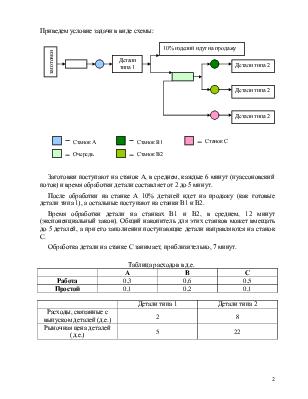
Приведем условие задачи в виде схемы:
Заготовки поступают на станок А, в среднем, каждые 6 минут (пуассоновский поток) и время обработки детали составляет от 2 до 5 минут.
После обработки на станке А 10% деталей идет на продажу (как готовые детали типа 1), а остальные поступают на станки В1 и В2.
Время обработки детали на станках В1 и В2, в среднем, 12 минут (экспоненциальный закон). Общий накопитель для этих станков может вмещать до 5 деталей, а при его заполнении поступающие детали направляются на станок С.
Обработка детали на станке С занимает, приблизительно, 7 минут.
Таблица расходов в д.е.
|
А |
В |
С |
|
|
Работа |
0,3 |
0,6 |
0,5 |
|
Простой |
0,1 |
0,2 |
0,1 |
|
Детали типа 1 |
Детали типа 2 |
|
|
Расходы, связанные с выпуском деталей (д.е.) |
2 |
8 |
|
Рыночная цена деталей (д.е.) |
5 |
22 |
1. ХАРАКТЕРИСТИКИ РАБОТЫ СТАНКА А
Станок А можно рассматривать как СМО типа M/G/1 без ограничения на очередь: М означает, что временные интервалы между заявками (поступлением заготовок) распределены по экспоненциальному закону, G – время обслуживания распределено по равномерному закону, 1 – количество каналов (обслуживающих элементов) равно единице, т.е. заготовки обрабатывает один станок.
Заготовки поступают на обработку через каждые 6 минут. Значит, интенсивность потока заявок (среднее количество заявок в единицу времени):
![]() дет/мин.
дет/мин.
Коэффициент вариации интервалов времени между
поступлением заявок (величина,
отражающая отклонение отдельных значений случайной величины от среднего
значения : ![]() , где
, где ![]() - стандартное отклонение случайной величины, а
- стандартное отклонение случайной величины, а ![]() - математическое ожидание средней
случайной величины):
- математическое ожидание средней
случайной величины):
![]()
Т.к распределение носит экспоненциальный характер по условию.
Заготовки обрабатываются от 2 до 5 минут, значит, интенсивность обслуживания (количество деталей, обрабатываемое в единицу времени, при условии, что канал никогда не простаивает из-за отсутствия заявок):
![]()
А коэффициент вариации интервалов времени обработки заготовки:
Т.к интервал времени обработки представляет собой случайную величину, распределенную по равномерному закону, в интервале [2;5].
Рассчитаем нагрузку на СМО:
![]() , т.е СМО справляется обслуживать заявки, и они не накапливаются.
, т.е СМО справляется обслуживать заявки, и они не накапливаются.
Т.к наше СМО без ограничения на очередь, значит коэффициент загрузки
U=![]() , это означает, что 0,583 всего времени работы СМО
выполняет обслуживание заявок, т.е. СМО простаивает значительную часть времени
и используется нерационально.
, это означает, что 0,583 всего времени работы СМО
выполняет обслуживание заявок, т.е. СМО простаивает значительную часть времени
и используется нерационально.
Рассчитаем вероятность простоя:
![]()
Это означает, что 0,417 всего времени СМО простаивает из-за отсутствия заявок.
Рассчитаем среднее число заявок в очереди:

Рассчитаем среднее число заявок на обслуживание:
![]()
Среднее число заявок в системе:
![]()
Среднее время пребывания заявки в очереди:
Среднее время пребывания в системе:
![]()
Пропускная способность (среднее число заявок, обслуживаемых в единицу времени) равна интенсивности потока заявок:
![]()
2 ХАРАКТЕРИСТИКИ РАБОТЫ СТАНКОВ В1 И В2.
Т.к. поток заявок пуассоновский по условию, время обработки детали на этих станках распределено по экспоненциальному закону и число обслуживающих элементов (станков) рано двум, то систему этих станков можно рассматривать как СМО типа М/М/2 с ограничением на очередь, т.к. накопитель вмещает только 5 заявок.
По условию задачи только 90% обработанных на станке А деталей подлежат дальнейшей обработке, т.е. интенсивность потока заявок на станки В1 и В2 составит 90% от интенсивности потока заготовок на станок А. ( Поток деталей пуассоновский по условию задачи):
![]()
Коэффициент вариации интервалов времени между поступлением заявок
![]()
Т.к распределение носит экспоненциальный характер.
Детали обрабатываются в среднем 12 минут, значит, интенсивность обслуживания:
![]()
А коэффициент вариации интервалов времени обработки детали:
![]()
Т.к распределение носит экспоненциальный характер.
Рассчитаем нагрузку на СМО:
Рассчитаем вероятность простоя:
Где m-количество каналов, n– максимальное число элементов в очереди. Эта величина показывает, что только 10% от всего времени работы СМО простаивает, т.е. показатель достаточно неплохой.
Вероятность отказа:
Это означает, что 0,092 всех поступающих деталей не обслуживается из-за занятости каналов.
Коэффициент загрузки:
![]()
![]()
![]()
Т.е. 82% от всего времени работы СМО обрабатывает детали.
Среднее число заявок в очереди:

Рассчитаем среднее число заявок на обслуживание:
![]()
Среднее число заявок в системе:
![]()
Пропускная способность:
![]()
Среднее время пребывания заявки в очереди:
Среднее время пребывания в системе:
![]()
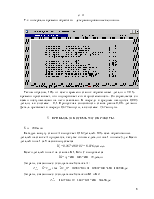
3 ПРОВЕРКА РЕЗУЛЬТАТОВ НА ПРОГРАММЕ СМО
Характеристики станка А:
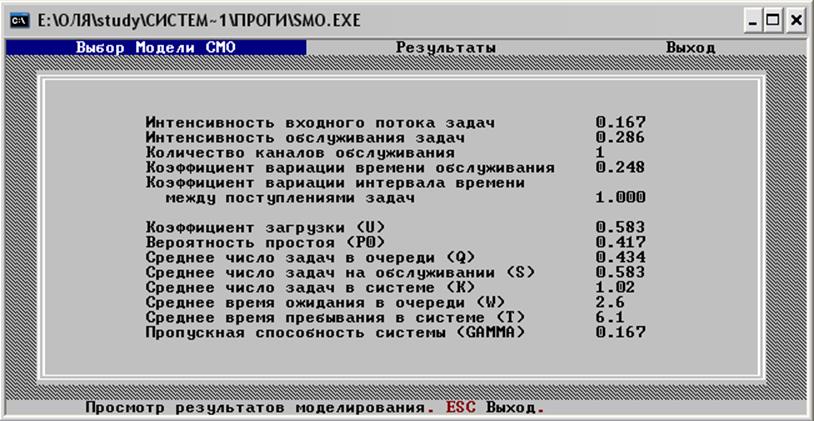
Таким образом, 58% всего рабочего времени станок А обрабатывает заготовки, 42% всего времени он простаивает из-за отсутствия заявок, что не очень хорошо. В среднем в очереди находится 0,43 заявки, а в очереди и на обслуживании 1,02 заявки. Станок обрабатывает в минуту в среднем 0,167 заготовок (все поступающие заявки). Время от поступления заявки до начала ее обработки составляет 2,6 минут, а время от поступления заявки до завершения ее обработки составляет 6,1 минут.
Характеристики станков В1 и В2
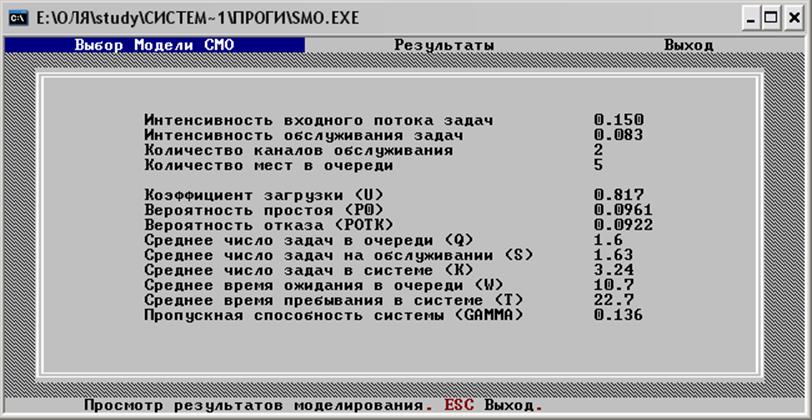
Таким образом, 81% всего рабочего времени станки В1 и В2 обрабатывают детали, 10% всего времени они простаивают из-за отсутствия заявок. В среднем в очереди находится 1,6 заявки, а в очереди и на обслуживание 3,24 заявки. Станки обрабатывают в минуту в среднем 0,136 детали, что объясняет появление очереди. Время от поступления детали до начала ее обработки составляет 10,7 минут, а время от поступления детали до завершения ее обработки составляет 22,7 минут.
4 ХАРАКТЕРИСТИКИ РАБОТЫ СТАНКА С
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.