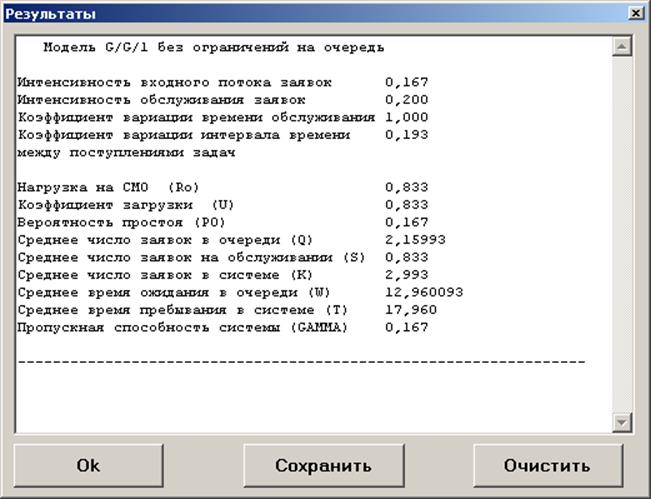
заготовки распределено по экспоненциальному закону, количество каналов обработки m = 1, нет ограничения на очередь и заготовки обрабатываются по мере поступления, то станок А можно представить в виде СМО типа G/M/1 – FIFO с неограниченной очередью.
В этой СМО:
Интенсивность
поступления деталей:  дет./мин
дет./мин
Среднее время
обработки: ![]() мин
мин
Интенсивность
обработки:  дет./мин
дет./мин
Основные характеристики:
Нагрузка на СМО: 
Вероятность
отказа в обработке: ![]()
Коэффициент
загрузки: 
Среднее число
деталей на обработке (среднее число занятых каналов):  дет.
дет.
Вероятность
простоя: 
Коэффициент
вариации интервалов времени между поступлениями деталей: 
Коэффициент
вариации времени обработки детали: ![]()
Средняя длина
очереди (среднее число деталей в очереди):  дет.
дет.
Среднее число
деталей в СМО: ![]() дет.
дет.
Пропускная
способность СМО:  дет./мин
дет./мин
Среднее время
пребывания детали в очереди:  мин
мин
Среднее время
пребывания детали в СМО: ![]() мин
мин
Таким образом, 83 % всего рабочего времени станок А обрабатывает детали, 17 % всего времени он простаивает из-за отсутствия деталей. В среднем в очереди находится 2,16 дет., а в очереди и на обслуживании почти 3 дет. Станок обрабатывает в среднем 0,167 дет./мин (все поступающие заявки). Время от поступления заявки до начала ее обработки составляет в среднем почти 13 мин, а время от поступления заявки до завершения ее обработки составляет почти 18 мин.
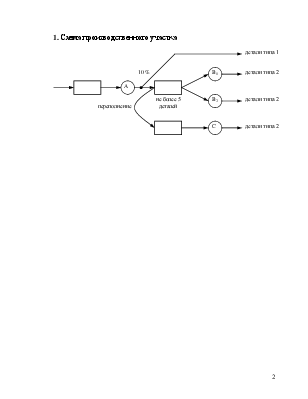
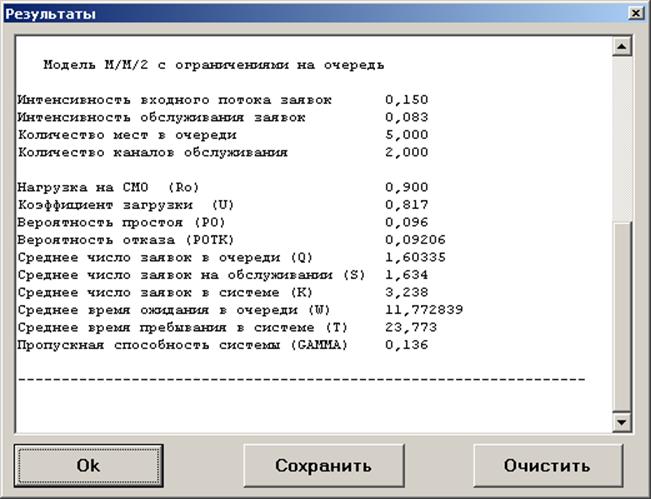
Так как входной поток заготовок является пуассоновским, время обработки заготовки распределено по экспоненциальному закону, количество каналов обработки m = 2, имеется накопитель с максимальной вместимостью n = 5 деталей (очередь с ограничениями на длину) и заявки обслуживаются по мере поступления, то группу станков В1 и В2 можно представить в виде СМО типа M/М/2 – FIFO (многоканальная СМО с ограничением на длину очереди).
В этой СМО:
Интенсивность
поступления деталей:  дет./мин
дет./мин
Среднее время
обработки: ![]() мин
мин
Интенсивность
обработки:  дет./мин
дет./мин
Основные характеристики:
Нагрузка на СМО: 
Вероятность
простоя: 
Вероятность
отказа в обработке: 
Коэффициент
загрузки: ![]()
Среднее число
деталей на обработке (среднее число занятых каналов): ![]() дет.
дет.
Средняя длина
очереди (среднее число деталей в очереди):  дет.
дет.
Среднее число
деталей в СМО: ![]() дет.
дет.
Пропускная
способность СМО: ![]() дет./мин
дет./мин
Среднее время
пребывания детали в очереди:  мин
мин
Среднее время
пребывания детали в СМО: ![]() мин
мин
Таким образом, 81 % всего рабочего времени станок B обрабатывает детали, 19 % всего времени он простаивает из-за отсутствия деталей. В среднем в очереди находится 1,666 дет., а в очереди и на обслуживании 3,2932 дет. Станок обрабатывает в среднем 0,136 дет./мин (все поступающие заявки). Время от поступления заявки до начала ее обработки составляет в среднем 12,25 мин, а время от поступления заявки до завершения ее обработки составляет 24,25 мин.
Характеристики работы станка А:
Характеристики работы группы станков B1 и B2:
Поток деталей на станок C является пуассоновским. Время обработки деталей на станке – детерминированная величина, и имеется один канал обслуживания, поэтому это СМО типа М/G/1 – FIFO с неограниченной очередью. На станок C поступают детали, которым было отказано в обслуживании на группе станков B1-B2.
В этой СМО:
Интенсивность
поступления деталей: ![]() дет./мин
дет./мин
Время обработки: ![]() мин
мин
Интенсивность
обработки:  дет./мин
дет./мин
Основные характеристики:
Коэффициент
вариации интервалов времени между поступлениями деталей: ![]()
Коэффициент
вариации времени обработки детали: ![]()
Приведём решение, полученное на программном пакете:
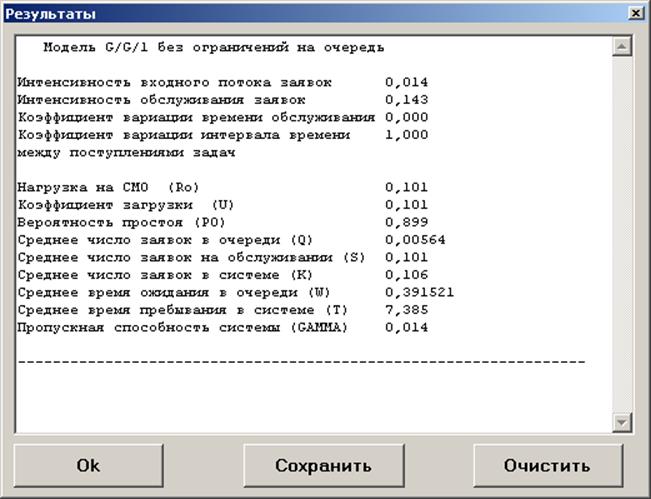
Таким образом, 10 % всего рабочего времени станок С обрабатывает детали, 90 % всего времени он простаивает из-за отсутствия деталей. В среднем в очереди находится 0,00564 дет., а в очереди и на обслуживании 0,106 дет. Станок обрабатывает в среднем 0,014 дет./мин (все поступающие заявки). Время от поступления заявки до начала ее обработки составляет в среднем 0,3915 мин, а время от поступления заявки до завершения ее обработки составляет 7,385 мин.
Прибыль от продажи деталей типа 1 (10% деталей, выпущенных на станке А продаются как готовые изделия):
V1 = 0,1∙ γА∙Сдет1∙Т, где
Т – время работы участка (480 мин);
γА – пропускная способность станка А (0,167 дет./мин);
Сдет1 = 5 ден.ед.;
V1 = 0,1∙0,167∙5∙480 = 40 ден.ед.
Прибыль от продажи деталей типа 2 (детали типа 2 выпускаются станками В1, В2 и С):
V2 = (γВ + γС)∙Сдет2∙Т, где
Т – время работы участка (480 мин);
γВ – пропускная способность станков В1 и В2 (0,136 дет./мин);
γС – пропускная способность станка С (0,014 дет./мин);
Сдет2 = 22 ден.ед.;
V2 = (0,136 + 0,014)∙22∙480 = 1584 ден.ед.
Прочие расходы, связанные с выпуском деталей:
типа 1: Zпроч1 = 0.1∙γА∙С1∙Т = 0,1∙0.167∙2∙480 = 16,032 ден.ед.
типа 2: Zпроч2 = (γВ + γС)∙С2∙Т = (0,014 + 0,136)∙8∙480 = 576 ден.ед.
Затраты, связанные с эксплуатацией:
станка А: ZA = (SA∙CрабА + (m – SA)∙CпростА)∙Т, где
SA – среднее число деталей на обработке на станке А (0,833);
CрабА – затраты, связанные с работой станка А (0,3);
CпростА – затраты, связанные с простоем станка А (0,1);
Т – время работы участка (480 мин.);
ZA = (0,833∙0,3 + (1 – 0,833)∙0,1)∙480 = 127,968 ден.ед.
станка B: ZB = (SB∙CрабB + (m – SB)∙CпростB)∙Т, где
SB – среднее число деталей на обработке на станке B (1,6272);
CрабB – затраты, связанные с работой станка B (0,6);
CпростB – затраты, связанные с простоем станка B (0,2);
Т – время работы участка (480 мин.);
ZB = (1,6272∙0,6 + (2 – 1,6272)∙0,2)∙480 = 504,4224 ден.ед.
станка С: ZС = (SС∙CрабС + (m – SС)∙CпростС)∙Т, где
SС – среднее число деталей на обработке на станке С (0,101);
CрабС – затраты, связанные с работой станка С (0,5);
CпростС – затраты, связанные с простоем станка С (0,1);
Т – время работы участка (480 мин.);
ZС = (0,101∙0,5 + (1 – 0,101)∙0,1)∙480 = 67,392 ден.ед.
Общая прибыль:
Е1 = V1 + V2 – Zпроч1 – Zпроч2 – ZA – ZB – ZС =
= 40 + 1584 – 16,032 – 576 – 127,968 – 504,4224 – 67,392 = 332,1856 ден.ед.
Деталь, поступившая на станки В1-В2, сразу же начнет обрабатываться, если в момент поступления детали на эти станки хотя бы один станок окажется свободным. Таким образом, требуется, чтобы количество деталей, находящихся на участке B1-B2, не превышало одного, так как в противном случае другим поступившим деталям придется ждать в очереди. Найдем вероятность такого состояния:
P(j<=1) = P0
+ P1, где P0,
P1 – это вероятности не пребывания на этом
участке ни одной детали (вероятность простоя) и пребывания одной детали
соответственно, которые находятся по формуле: 
Отсюда получаем P0 = 0,1; P1 = 0,18. Вероятность того, что деталь, поступившая на станки В1-В2, сразу же начнет обрабатываться равняется:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.