2.1.2 Анализ базовых поверхностей. Выбор и разработка
установочных элементов
Для обеспечения требуемой точности определяем положение каждой опорной точки, наносим на эскиз и устанавливаем технологические базы.
Установочная база 1,2,3 по нижней плоскости подошвы А.
Направляющая база 4,5 по толщине подошвы Б.
Опорная база 6 по толщине подошвы В.
За технологическую установочную базу принимаем поверхность А.
За технологическую направляющую базу принимаем поверхность Б.
За технологическую опорную базу принимаем поверхность В.
Находим, какую степень свободы у заготовки лишает каждая опорная точка в системе координат.
Точка 1 лишает заготовку одной степени свободы – линейного перемещения вдоль оси Z.
Точка 2 лишает заготовку одной степени свободы – углового перемещения относительно оси Х.
Точка 3 лишает заготовку одной степени свободы – углового перемещения относительно оси У.
Точка 4 лишает заготовку одной степени свободы – линейного перемещения вдоль оси Х.
Точка 5 лишает заготовку одной степени свободы – углового перемещения относительно оси Z.
Точка 6 лишает заготовку одной степени свободы – линейного перемещения вдоль оси У.
Исследуем влияние любой опорной точки.
Опорные точки 1,2,3 обеспечивают положение заготовки в зоне обработки.
Опорные точки 4,5
обеспечивают выполнение размеров ![]() и
и ![]() .
.
Опорная точка 6
обеспечивает выполнение размеров ![]() и
и ![]() .
.
Исследуем характеристики базовых поверхностей:
- установочная база (1,2,3) – плоская база;
- направляющая база (4,5) – плоская база;
- опорная база (6) – плоская база.
Принимаем установочные элементы:
1) постоянные опоры со сферической головкой по ГОСТ 13441-68;
2) винтовые регулируемые опоры по ГОСТ 4085-68.
2.1.3 Установление связей станка и инструментов с
приспособлением
Разрабатываемое приспособление устанавливаем на станке фрезерном
программном модели 6Р13РФ3.
Краткая техническая характеристика станка:
Размеры рабочей поверхности стола, мм:
· длинна - 1600;
· ширина – 400;
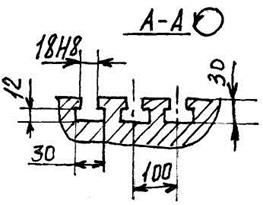
Количество Т-образных пазов – 3;
Ширина Т-образных пазов – 18Н8;
Конец шпинделя ГОСТ 24644-81 – 50;
Пределы частоты вращения шпинделя, мин-1 – 31,5...1600;
Количество подач стола – 22;
Пределы подач стола, мм/мин:
· продольных – 12,5...1600;
· поперечных – 12,5...1600;
· вертикальных – 7,5;
Мощность электродвигателя, кВт – 7,5 ;
Габаритные размеры станка, мм:
· длинна – 2575;
· ширина – 2180;
· высота – 2480.
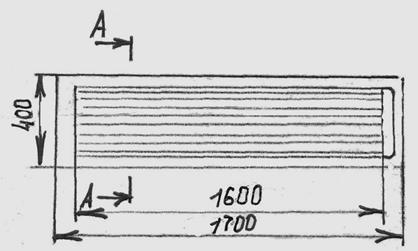
На рисунке 2.2 изображены присоединительные элементы стола станка, обеспечивающего связь с приспособлением.
 |
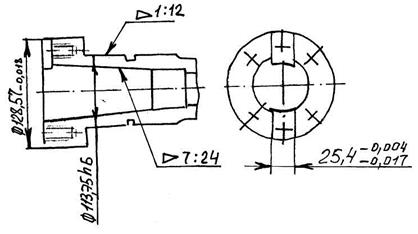 |
Рисунок 2.3 - Посадочные и присоединительные размеры конца шпинделя
При обработке в этой операции используем следующий режущий инструмент:
1 фреза торцовая ф125 ВК3 ГОСТ 9473-80;
2 сверло центровочное Ø3,15 ОСТ 2И20-2-80;
3 сверло ф6,2 ОСТ 2И20-2-80;
4 сверло ф6,0 ОСТ 2И20-2-80;
5 развертка ф6,2Н7 ГОСТ 1672-80.
Для связи между станком и режущим инструментом используем следующие вспомогательные инструменты:
1) оправка 6222-0038 ГОСТ 13785-68 (оправка с хвостовиком, конусностью 7:24 для насадных фрез;
2) патрон 10 ГОСТ 8522-70 (патрон сверлильный трехкулачковый);
3) втулка переходная 6100-0143 ГОСТ 13598-68 (втулка перехода с конуса Морзе 3 на конус Морзе 2);
4) втулка 6103-003 ГОСТ 13790-68 (втулка перехода с конуса 7:24 на конус Морзе 3).
Измерительный инструмент применяемый при обработке:
1) штангенциркуль ШЩ-1-125 0,1 ГОСТ 166-80;
2) калибр пробка 6,2Н7.
2.1.4 Расчет режимов резания
Расчет режимов резания производим по наиболее нагруженному переходу:
- фрезеровать подошву корпуса.
Исходные данные:
- материал заготовки алюминиевый сплав марки АЛ34 ГОСТ 1583-934;
- материал режущей части зубьев фрезы – ВК3;
- глубина резания t = 1,6 мм;
- подача Sм = 750 м/мин.
Определяем скорость резания, м/мин:
 ,
,
где: ![]() - коэффициент,
- коэффициент, ![]() =155;
=155;
D – диаметр фрезы, D = 125;
Т – период стойкости, Т = 180 мин;
Sz – подача на 1 зуб, мм/зуб:
 ,
,
при z = 12 и n = 315 мин-1;
 .
.
В – ширина фрезерования, В = 90 мм;
z – число зубьев фрезы, z = 12;
q, m, x, y, u, ρ – показатели степени, выбираем по таблице для алюминиевых сплавов: q = 0,25; х = 0,1; у = 0,4; u = 0,15; ρ = 0,1;m = 0,2;
КV – общий поправочный коэффициент:
![]() ,
,
где: КMV – коэффициент, учитывающий качество обрабатываемого материала, KMV = 0,8;
KnV – коэффициент, отражающий состояние поверхности заготовки, KnV = 0,9;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.