Обраний переріз перевіряють на стійкість у площині ферми:
sx = Ni /(jxAL) £ Rygc ;
де АL- площа двох підібраних кутиків;
jx - коефіцієнт поздовжнього згину, визначають за т.72,[1] у залежності від гнучкості:
lx = lxр / іx ,
тут lxp -- розрахункова довжина стиснутого стержня у площині ферми.
Потім перевіряють стійкість з площини ферми:
sy = Ni / (jyAL) £ Rygc ,
де jy - коефіцієнт поздовжнього згину, який визначається в за- лежності від гнучкості :
ly = lyp / iy .
Радіус інерції iy визначають в залежності від загальної ширини стержня b`, яка складається з сумарної ширини полиць двох кутиків і товщини фасонки: b`= 2 b + tф , а iy = 0,215 b`.
Якщо напруження sx або sy більше розрахункового опору, необхідно збільшити калібр кутика, якщо менше, то різниця одного з напружень sx або sy не повинні бути менші від розрахункового опору більш ніж на 5%. Зазвичай, добираючи переріз, вже при другому наближеннi досягають мети.
Таким же чином добирають перерізи стиснутих стержнів решітки. Процес аналогічний і для підбору перерізів інших стиснутих стержнів.
Підбір поперечного перерізу розтягнутих стержнів дуже простий. Визначають потрібну площу двох кутиків :
AL,потр = Ni / (Rygc) .
Підібравши за сортаментом площу 2-x кутиків, перевіряють напруження в цьому перерізі
s = Ni / AL£Rygc .
За умови забезпечення необхідної жорсткості під час монтажу й перевезення у зварних фермах рекомендується приймати кутики з шириною полиці не менше 50 мм, товщиною 5 мм і більше.
Деякі стиснуті стержні ферми мають незначні зусилля і, таким чином, невеликі напруження, але гнучкості цих стержнів можуть бути більшими за нормовані. У цьому випадку кутики добирають за жорсткістю:
іпотр = lip / [l] .
де iпотр - потрібний радіус інерції;
lip - розрахункова довжина стержня;
[l]- граничне значення гнучкості: для поясів [l] =120, решітки - [l] = 150; зв'язків [l] = 200.
По потрібному радіусу інерції знаходять необхідний переріз кутика. Для стиснутих стержнів решітки, у яких lі > 60, приймають коефіцієнт умов роботи gс=0.8.
Підібравши поперечні перерізи усіх стержнів, компонують ферму з 6-8 типорозмірів кутиків або інших перерізів й записують усі дані у табл.6.3
Таблиця 6.3
|
Елемент |
№ стержня |
Зусилля, кН |
Переріз û ë |
Довжина, см |
Гнучкість |
Радіус інерції, см |
|
|
s, кН/ см2 |
||||
|
|
|
|
|
|
|
|
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
Після складання таблиці елементів починають розраховувати і конструювати вузли ферми (див. рис. 6.3)
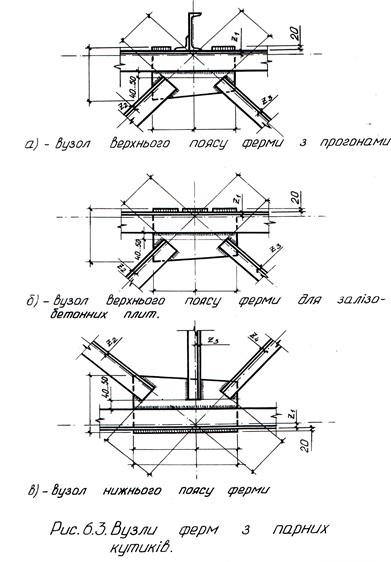
6.4. Конструювання вузлів ферм з парних кутиків.
В завданні на курсовий проект відсутні особливі навантаження а, отже, й особливі поєднання, а також довготривалі навантаження.
Кроквяні ферми прогоном 18...36 м розбивають на дві відправочні марки із збірними стиками у середніх вузлах (рис.6.4.,а,б, в). Стики для зручності укрупненого збирання і виготовлення проектують так, щоб ліва і права напівферми були взаємнозамінні.
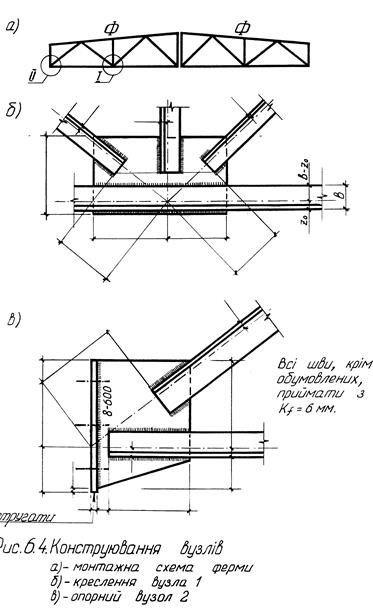
Спершу виконують креслення осей напівферми відправочної марки у масштабі 1:20 … 1:40. По осях відкладають поперечні пе-рерізи стержнів, округлюючи положення центру ваги до 5 мм.
Починають з верхнього поясу, переріз стержня якого найбільший. Прийнявши за сортаментом zo, округливши до 5 мм, відкладають його від осі ферми вгору у масштабі 1:10 … 1 : 20 і проводять лінію обушка по відкладених точках. Потім проводять лінію по товщині полиці, після чого у тому ж масштабі відкладають ширину полиці і проводять лінію пера. Аналогічну побудову виконують для нижнього поясу, відклавши zo униз.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.