7) шлифовать окончательно напроход коническую поверхность Д9 и шейку Д10 (рис. 2.8, г);
8) шлифовать шейку Д11 и торец Д12.
Методы расчета координат и кодирования программ описаны в литературе [9].
2.5 Изучение доводочных и зубошлифовальных станков
2.5.1. К доводочным станкам относятся хонинговальные станки, притирочные и станки для суперфиниширования. На этих станках производят тонку, чистовую обработку деталей абразивными инструментами для уменьшения шероховатости и для исправления погрешности формы. Минимальный объем знаний, который требуется от студентов предполагает знание области применения станка и принципа работы (расположение обрабатываемой детали и инструмента и основных движений). Для более подробного изучения этих станков рекомендуется обратиться к схеме [1].
2.5.2. Хонинговальные станки рекомендуется применять для обработки отверстий в гильзах, блоках цилиндров, шатунах, зубчатых колесах и других деталях. В результате обработки снижается шероховатость и исправляются погрешности формы (конусообразность, отклонение от овальности и др.). Обработку надо производить с подачей СОЖ.
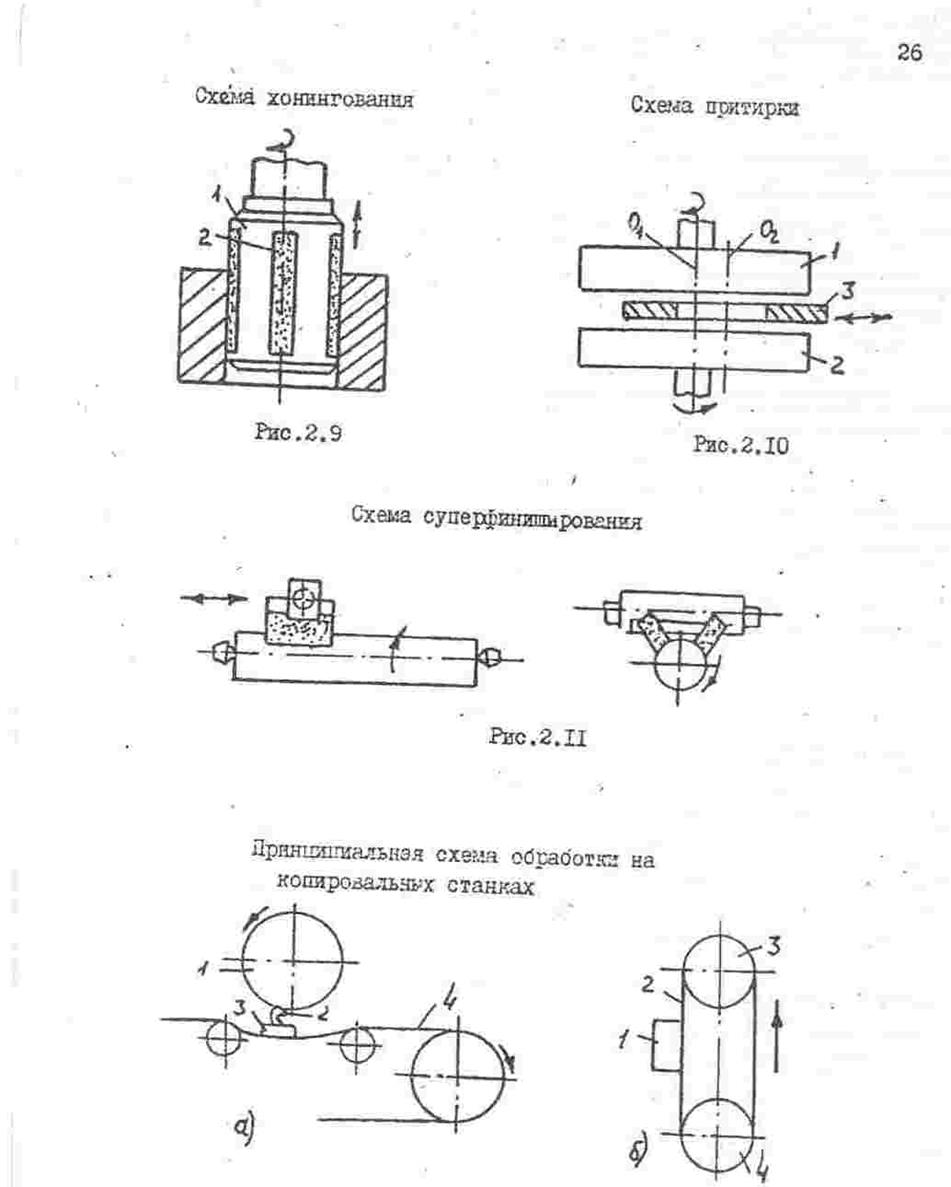
Начать изучение принципа работы станка следует со схемы обработки (рис 2.9). Инструментом является хонинговальная головка 1. Она имеет абразивные бруски, которые периодически раздвигаются. Деталь при обработке неподвижна, а хонинговальная головка совершает вращательное и возвратно-поступательное движение.
2.5.3 Притирка представляет собой тонкую отделку поверхностей мелкозернистым абразивным порошком, смешанным со смазкой и нанесенными в таком виде на поверхность притира (изготовляется из чугуна или бронзы). Для изучения схемы обработки следует обратиться к рис. 2.10 (1-притир, 2-диск, 3-сепаратор, (деталедержатель)) с обрабатываемыми деталями. Обратите внимание, что притири диск вращаются вокруг оси О1 в противоположные стороны с различными скоростями. Сепаратор с осью O2 получает горизонтальное возвратно-поступательное движение от отдельного привода. Специализированные притирочные станки (например для притирки шеек валов) имеют другую схему работы.
2.5.4. Для изучения принципа работы станков для суперфиниширования следует обратится к рис. 2.11. Обратите внимание, что инструментом являются мелкозернистыеабразивные бруски, совершающие колебательные движения (амплитуда 2-5 мм, частота 500-200 двойных ходов в минуту). При обработке на суперфинишных станках снижается шероховатость, удаляется волнистость поверхности, уменьшается огранка. На рис 2.11 показано суперфиниширование наружной цилиндрической поверхности; надо иметь однако, в виду, что обработке могут подвергаться также внутренние цилиндрические, плоские и фасонные поверхности.
2.5.5. Полировальные станки редко описываются в учебной литературе по металлорежущим станкам. Студенту необходимо пояснить принцип их работы. На этих станках производится значительная операция механической обработки деталей для удаления с поверхностей мельчайших неровностей и придания ей зеркального блеска (шероховатость Ra=0.16-0.02 мкм и меньше). В качестве примера работы полировальных станков на рис 2.12, а приведена схема полирования войлочными кругами (1-войлочный круг, 2-обрабатываемая деталь; 3-приспособление;4-лента конвейера), а на рис. 2.12, б дана схема полирования абразивной лентой (1-обрабатываемая деталь, 2-обрабатываемая лента, 3-ведущий диск, 4-натяжный ролик).
Подробнее о полировальных станках см. в литературе [1].
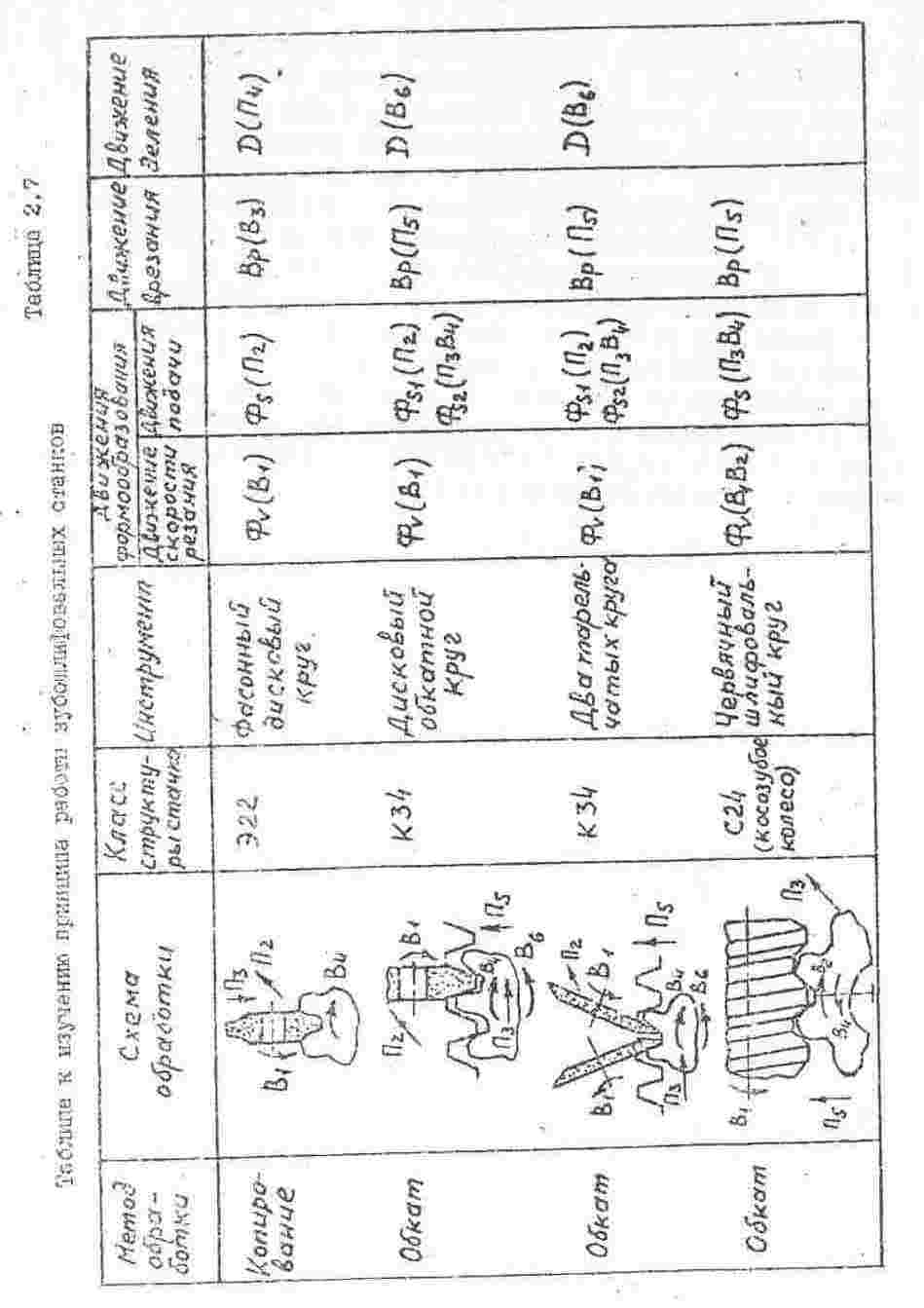
2.5.6. Зубошлифовальные станки являются наиболее сложными из станков, работающих абразивным инструментом. На них обрабатываются обычно закаленные зубчатые колеса с целью достижения необходимой точности размеров и формы зубьев, малой шероховатости тх поверхности. Шлифование можно производить методом копирования и методом обката по аналогии с зубонарезанием (см. методические указания по изучению темы «Зубообрабатывающие станки»). Основные принципиальные схемы зубошлифовальных станков приведены в табл. 2.7.
3. Контрольные вопросы для проверки усвоения изученного материала
1) Для каких операций предназначены шлифовальные станки и какие поверхности на них обрабатывают? – См.п.2.1.1;
2) Какие инструменты применяются на шлифовальных станках? – См.п.2.1.1;
3) К какой группе по классификации ЭНИМСА относятся шлифовальные станки и на какие типы они подразделяются? – См.п.2.12;
4) Какие существуют методы обработки деталей на круглошлифовальных станках? – См.п.2.1.3;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.