2.3. Изучение кинематических схем шлифовальных
станков
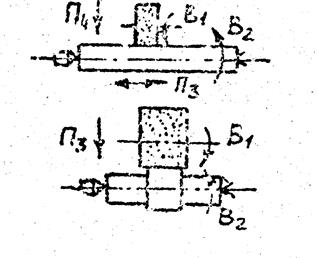
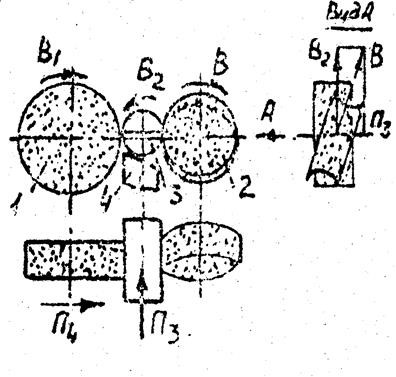
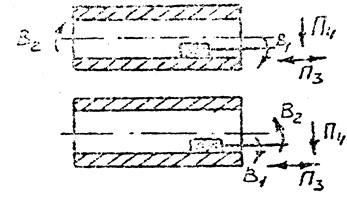
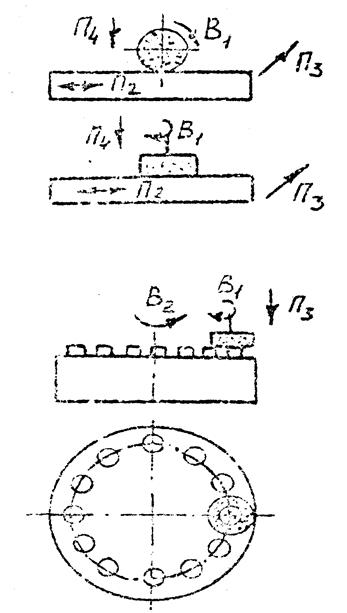
Принципиальные схемы обработки на шлифовальных станках
|
Тип станка |
Принципиальная Схема обработки |
Движения |
Примечание |
||
|
формообразования |
Врезания |
||||
|
скорости резания |
подачи |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Круглошли- Фовальный Безцентро- вошлифо- вальный |
|
|
подача;
ная подача
подача;
ная подача
ная (осевая) подача
|
|
Шлифование с продольной подачей Шлифование по методу радиальной подачи (врезное шлифование) 1-шлифующий круг; 2-веду- щий
круг (повернут на 1,5-60 для создания осевой подачи Шлифование врезным методом |
Продолжение табл. 2.1
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Внутри- Шлифовальный Плоскошли- фовальный |
|
|
подача;
ная подача
ная подача
|
|
Внутришлифовальный станок планетарного типа Станок с прямоугольным столом; обработка ведется периферией круга Станок с прямоугольным столом; обработка ведется торцем круга Станок с круглым толом; обработка ведется торцем круга |
2.3.1. Общие положения
Студент уже знаком с основными принципами кинематической настройки станков (по контролирующе-обучающему модулю КОМ СТ-2 /7/ и изучил кинематику станков ряда групп (токарных, сверлильных, фрезерных и др.). Поэтому изучение кинематики шлифовальных станков не вызовет особых затруднений. Основными особенностями кинематики шлифовальных станков являются:
1. наличие индивидуальных приводов всех основных движений (движение скорости резания - вращение шлифовального круга, движение круговой подачи - вращение заготовки, движение продольной подачи – возвратно-поступательное движение стола и др.);
2. осуществление продольной подачи (возвратно-поступательное движение), как правило, от регулируемого гидропривода;
3. короткие кинематические цепи;
4. регулирование вращательных движений шлифовального круга и заготовки, как правило, бесступенчатое, с помощью электродвигателей;
5. возможность осуществления движений подач и врезания вручную - с помощью маховичков;
6. наличие устройства для правки шлифовального круга.
2.3.2. Изучение кинематической схемы станка мод.3М151
В качестве примера на pиc.2.3 приведена кинематическая схема круглошлифовального станка мод.ЭМ151. Станок предназначен для шлифования цилиндрических и торцевых поверхностей, а также пологих конусов на деталях типа валов (наибольший диаметр обрабатываемой заготовки 200 мм, наибольшая длина 700мм). Наибольший диаметр шлифовального круга - 600 мм. Станок является полуавтоматом класса точности П и может работать с прибором активного контроля.
Поскольку студент уже умеет читать кинематические схемы, здесь нет необходимости подробно описывать схему станка. Для облегчения изучения кинематики составлена табл.2.3. Подробно станок описан в литературе /8/.
2.4. Изучение шлифовальных станков с ЧПУ
2.4.1. Общие сведения о шлифовальных станках с ЧПУ
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.