Необходимо знать, что система ЧПУ оснащаются практически все типы станков с ЧПУ - круглошлифовальные, внутришлифовальные, бесцентровошлифовальные, внутришлифовальные, заточные. Созданы также многооперационные (многоцелевые) шлифовальные станки и гибкие производственные модули на их основе.
Следует помнить, что шлифовальные станки с ЧПУ не делают с точки зрения процесса резания ничего такого, что не может делать обычный шлифовальный станок. Повышение производительности и расширение технологических возможностей шлифовальных станков с ЧПУ обеспечи-
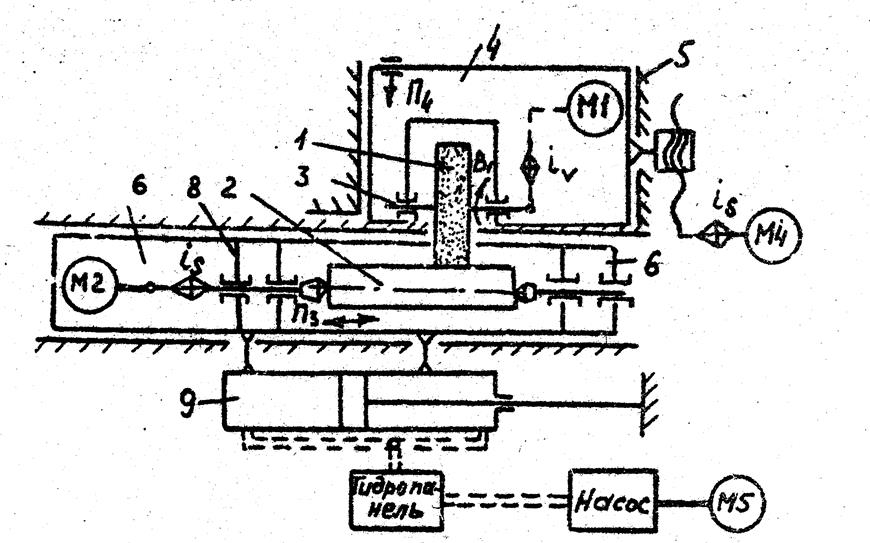
1 - шлифовальный круг; 2 - заготовка; 3 - шпиндель
шлифовальной бабки; 4 - корпус шлифовальной бабки;
5- направляющие; 6 - стол; 7 - шпиндель - бабки изделия;
8 - корпус бабки изделия; 9 – гидроцилиндр
Рис. 2.1.
Структурная схема бесцентровошлифовального
станка
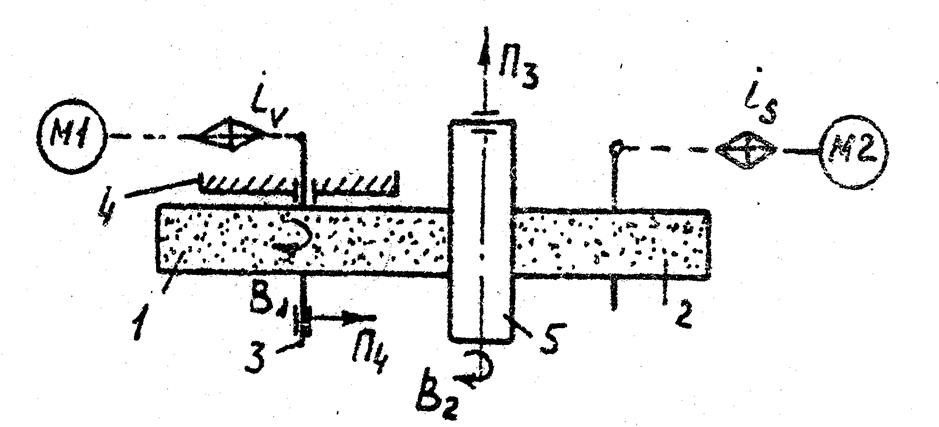
1 - шлифовальный круг; 2 - ведущий круг; 3 - шпиндель
шлифующего круга; 4 - корпус шлифовальной бабки;
5 - шлифуемая деталь; 6 - подчеркивающий нож
Рис. 2.2.
|
Станок |
Струк- тура, рис. |
Класс струк- туры |
Группа движения скорости резания |
Группа движения подачи |
Движение врезания |
||||||
|
Движе- ние |
Внут- рен. связь |
Внеш- няя связь |
На- строй- ка |
Движе- ние |
Внутрен- няя связь |
Внешняя связь |
Настрой- ка |
||||
|
Круглошли- Фовальные Бесцентро- вошлифоваль- ный |
2.1. 2.2. |
Э33 Э33 |
|
Пара: шп. 3-корпус 4 Пара: шп. 1-корпус 4 |
ша, 3
1 |
скорость
скорость |
|
Пара: шп.7-корпус Пара: стол 6 направ. 5 Пара: 3-4 Пара: 3-4 |
шп.7
9(гидро- цилиндр)
|
говая по- дача)
панель)
говая по- дача)
ведущего круга (угол
|
|
Рис. 2.3
вается за счет управления и сокращения вспомогательного времени. В отличие от лезвийного инструмента шлифовальный круг изнашивается на величины, соизмеримые с припуском на обработку. Поэтому управление перемещениями механизма правки круга от устройства ЧПУ должно предусматривать учет и компенсацию его износа.
2.4.2. Какие перемещения программируются в
шлифовальных станках с ЧПУ /2/
Студент уже представляет компоновку круглошлифовального станка, поэтому нетрудно будет попять что эти станки имеют две основные програгммно-управляемые оси перемещения: Z - продольной подачи заготовки и X - поперечной подачи шлифовального круга. Это позволяет программировать обработку шеек ступенчатых валов методом врезного (рис.2.4,а) и проходного (рис.2.4,б) шлифования по любому рабочему циклу; задавать выхаживающую осцилляцию вдоль оси Z после врезного шлифо-вания (рис.2.4,в), программировать обработку торцов (рис.2.4,г), а при одновременно управляемых осях Z и X шлифовать на проход конические и более сложные поверхности вращения (рис.2.4,д). В некоторых станках вводятся и дополнительные программируемые оси.
Представьте теперь компоновку плоскошлифовального станка (см. схему работы в табл.2.1.). Эти станки, в зависимости от назначения, могут иметь одну, две или три программируемые оси перемещения: X - продольная подача стола, Z - поперечная подача стола, Y - вертикальная подача шлифовального круга. Дополнительно может осуществляться программное управление частотой вращения шлифовального круга и подачами.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.