Для того, чтобы лучше усвоить понятие об исполнитальных движениях, представьте себе процесс токарной обработки (например, обточки вала) на токарно-винторезном станке. Здесь имеют место два исполнительных движения - движение скорости резания (вращение шпинделя с заготовкой) и движение подачи (перемещение суппорта с резцом). Каждое из этих исполнительна движений состоит из одного элементарного движения, поэтому эти исполнительные -движения являются простыми. Если же на токарно-винторезном станке производится нарезание резьбы (рис.2.3,а), то создается одно исполнительное движение - винтовое. Оно является сложным и состоит из двух элементарных движений - вращения заготовки и перемещения резца. Обратите внимание: движения как будто бы те же, что и в первом случае. Но здесь они связаны между собой - за один оборот заготовки резец должен переместиться на величину шага нарезаемой резьбы. В данном случае относительное движение заготовки и инструмента осуществляется по сложной (винтовой) траектории.
2.2.4. Классификация исполнительных движений представлена на
рис.2.4. Движения формообразования служат для образования на заготовке заданных поверхностей.
Эти движения могут быть либо движениями скорости резания (Фу ), либо
движениями подачи (Ф![]() ). Если в станке создается одно
движение формообразования, то оно является движением скорости резания. Если
имеется несколько движений формообразования, то одно из них является
движением скорости резания, а другие - движениями подачи. Элементарные
движения, которые входят в исполнительное движе-ние обозначаются: В (вращательное)
и П (поступательное) с соответствующими индексами. Надо уяснить, что система
обозначений, предложенная проф.А.А.Федотенком, не предусматривает повторения
индексов. Например, если в станке два движения - вращательное и поступательное,
то они обозначаются В
). Если в станке создается одно
движение формообразования, то оно является движением скорости резания. Если
имеется несколько движений формообразования, то одно из них является
движением скорости резания, а другие - движениями подачи. Элементарные
движения, которые входят в исполнительное движе-ние обозначаются: В (вращательное)
и П (поступательное) с соответствующими индексами. Надо уяснить, что система
обозначений, предложенная проф.А.А.Федотенком, не предусматривает повторения
индексов. Например, если в станке два движения - вращательное и поступательное,
то они обозначаются В![]() и П
и П![]() .
.
Если вернуться к приведенному выше примеру обработки на токарно-винторезном
станке, то движение можно обозначить следующим образом. При токарной обработке
в станке создаются два движения формообразования - движение скорости резания Фу
(B![]() ) и движение подачи ФS(П2). При
нарезании же резьбы в станке создается одно движение формообразования - сложное
двухэлементарное движение скорости резания Фу (B
) и движение подачи ФS(П2). При
нарезании же резьбы в станке создается одно движение формообразования - сложное
двухэлементарное движение скорости резания Фу (B![]() П2).
П2).
Движение врезания необходимо для внедрения инструмента в заготовку, после чего включается движение подачи. Пример обозначения - Вр(Пз).
Движение деления позволяет переместить траекторию движения формообразования в новое геометрическое положение. Это движение дает возможность обработать на заготовке несколько одинаковых
Таблица 2.2
Число настраиваемых параметров в зависимости от характера движения
|
Движение |
Траектория движения |
||||
|
замкнутая |
незамкнутая |
||||
|
Настраиваемые параметры движения |
|||||
|
Количество |
Наименование |
Количество |
Наименование |
||
|
Простое |
2 |
Скорость, направление |
4 |
Путь, скорость, направление, исходное положение |
|
|
Сложное |
3 |
Траектория, скорость, направление |
5 |
Траектория, путь, скорость, направление, исходное положение |
|
Классификация исполнительных движений
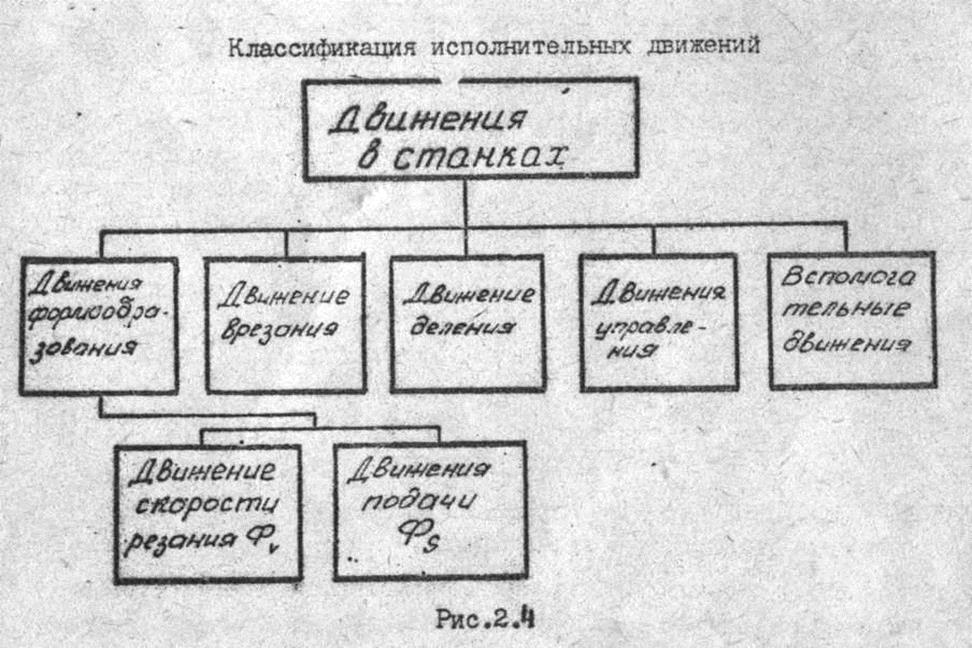
поверхностей. Например, при нарезании зубчатых колес дисковой модульной фрезой на горизонтально - фрезером станке после обработки одной впадины заготовка поворачивается с помощью делительной головки на один шаг для обработки следующей впадины. Этот поворот заготовки и является делительным движением. Пример обозначения - Д(В4).
Движения управления служат для установки режимов резания, пуска и остановки станка, включения и выключения различиях движений и т.п. Пример обозначения - У(В5).
Вспомогательные движения служат для установки и закрепления заготовки и инструмента, подвода заготовки и инструмента, удаления стружки и т.п. Вспомогательные движением может быть, например, вращение шнека транспортера для удаления стружки - Всп(В6).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.