Для того, чтобы образовать поверхность в данном случае используется метод касания (этим методом получается образующая производящая линия) и следа (этим методом образуется направляющая производящая линия). Для получения образующей производящей линии необходимы два движении формообразования - движение скорости резания фv (B1) (это движение определяется вращением шлифовального круга) и движение продольной подачи Фs(П2) - возвратно-поступательное движение стола 4 с заготовкой 3 (рис5.4). Соответственно, в станке должны быть созданы две кинематические группы. Группа движения скорости резания имеет внутреннюю связь
Кинематика формообразования при плоском шлифовании
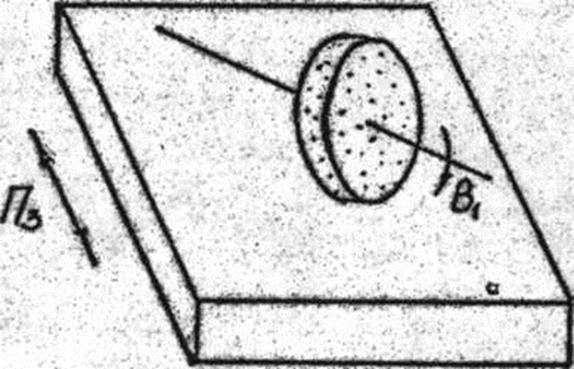
Рис.5.3
Структурная схема плоскошлифовального станка
Рис.5.4
между шпинделем со шлифовальным кругом и корпусом шлифовальной бабки. Эта группа простая, настройку производят только на скорость, для чего предназначено звено iv во внешней связи (М1®2®iv®1).
Группа движения продольной подачи имеет внутреннюю связь в виде одной поступательной кинематической пары между столом и поперечными салазками (крестовым суппортом). Привод этой группы можно осуществить от гидродвигателя ГМ2, а настройку - производить с помощью гидропанели. Настройка осуществляется по четырем параметрам (простое движение с незамкнутой траекторией - на путь, скорость, направление и исходное положение).
Движение поперечной периодической подачи можно создать с помощью группы, внутренняя связь которой представляет собой поступательную пару между крестовым суппортом и направляющими станины. Внешняя связь этой группы может быть осуществлена от гидродвигателя ГМ3. Настройку движения поперечной подачи можно осуществлять от гидропанели. Группа движения поперечной подачи обеспечивает создания формообразующего движения Фs2 (П3) для образования направляющей производящей линии.
Таким образом, в станке созданы три кинематические группы формообразования, обеспечивающие движения Фv(B1), Фs1 (П2) и Фs2 (П3). Следовательно, кинематическая структура станка, согласно табл.2.3, будет Э33 (элементарная структура, имеющая три простые группы).
На схеме не показана группа движения врезания: Вр(П4). Эта группа простая. Ее внутренняя связь состоит из одной поступательной кинематической пары между корпусом шлифовальной бабки и станиной. Это движение периодическое, оно обеспечивает подачу шлифовального круга на глубину резания; его можно также осуществлять от отдельного электродвигателя ГМ4.
Для быстрых вспомогательных вертикальных перемещений шлифовальной бабки можно создать отдельную кинематическую группу со своим двигателем. Обычно предусматривается также группа, создающая непрерывное поперечное перемещение стола при правке шлифовального круга.
Результаты анализа структур необходимо свести в бланки. Форма бланка представлена в виде табл. 5.1. В таблицу сводят результаты анализа только формообразующей части структуры. При нескольких движениях подач таблица может быть продолжена. В качестве примера в табл. 5.1 сведены результаты анализа структуры, показанной на рис .5 1.
Таблица 5.1
Форма бланка для анализа кинематической структуры станка
|
Номер |
||
|
блока |
Анализируемые параметры |
Результат анализа |
|
по алгоритму |
||
|
(рис.4.2) |
||
|
1 |
2 |
3 |
|
1 |
1.1.Форма образуемой на заго- |
|
|
товке поверхности |
Винтовая |
|
|
1.2.Форма производящих линий: |
||
|
1.2.1.образующей |
Эвольвента |
|
|
1.2.2.направляющей |
Винтовая |
|
|
2 |
2.1.Форма режущих кромок |
|
|
инструмента |
Прямолинейные |
|
|
2.2.Метод получения образую- |
||
|
щей линии |
Обкат |
|
|
2.3.Метод получения направ- |
||
|
ляющей линии |
Касание |
|
|
3 |
Количество движений формо- |
|
|
образования |
2 |
|
|
4 |
Осуществляются ли (да или нет) |
|
|
независимыми движениями процессы: |
||
|
4.1.деления |
Нет |
|
|
4.2.врезания |
Нет |
|
|
4.2.0бщее количество движений |
||
|
формообразования, деления, |
||
|
врезания |
2 |
|
|
5 |
5.1.Условная запись движений |
Фv (B1B2);Фs (П3В4) |
|
5.2.0бщее количество кинемати- |
2 |
|
|
ческих групп |
||
|
6. |
Класс кинематической структуры |
С24 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.