Наиболее широкими возможностями обладают контурные системы управления. В цикловых и позиционных системах не решается задача согласования движений отдельных звеньев манипулятора. Для циклового робота, берущего заготовку из устройства подачи и загружающего штамп, не имеет значения, насколько согласованы перемещения его звеньев. В принципе, звенья могут двигаться как поочередно, так и одновременно, важно лишь, чтобы манипулятор взял заготовку в заданной точке, переместил ее в другую и при этом не задел штамп или другое технологическое оборудование ни звеньями манипулятора, ни самой заготовкой. То же можно сказать и о позиционных системах управления роботов, предназначенных, например, для точечной сварки. Иное дело контурные системы: здесь требуется согласование совместного движения всех звеньев манипулятора, для того чтобы инструмент или деталь, закрепленные на конце последнего звена манипулятора, передвигались по заданной траектории, причем, чем сложнее конструкция манипулятора, тем тяжелее эта задача. Особенно трудна она для многозвенных роботов с манипуляторами, работающими в угловой системе координат.
Система управления робота в процессе его движения должна очень быстро обработать большое количество информации. В связи с этим в последние годы наблюдается тенденция использовать для управления движением манипулятора распределенные вычислительные системы. В отличие от позиционной системы, изображенной рис. 29, в которой процессы вычислений для каждой степени подвижности выполняются последовательно, поочередно, в таких системах вычисления для всех степеней подвижности
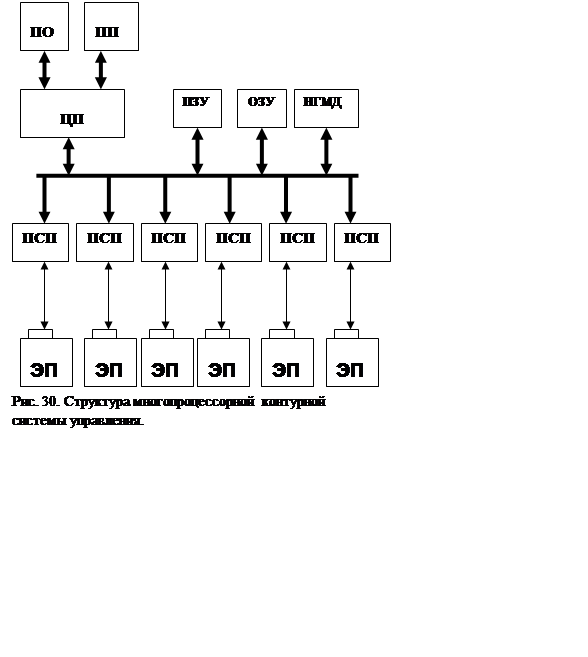 |
Системы управления промышленных роботов, создаваемые на основе микропроцессоров, имеют гораздо большую гибкость, которая обеспечивается развитым программным обеспечением. Рассмотрим некоторые основные подсистемы математического обеспечения, необходимые для работы систем управления, изображенных на рис. 29 и 30.
Основой программного обеспечения является системное, или базовое, программное обеспечение. Оно предназначено для осуществления вычислительного процесса управления ходом вычислений, контроля состояния системы управления, организации взаимодействия оператора и системы управления. По сути дела эта подсистема по функциональному назначению аналогична операционной системе вычислительной машины. С её помощью обеспечивается программирование робота на языке, удобном для оператора, т. е. запись программы в память системы управления, обнаружение ошибок, редактирование (корректировка), отладка и выполнение программ. Так как в контурных системах управления требуется согласованное движение звеньев манипулятора при перемещении им рабочего органа по заданной траектории и эту траекторию часто удобно задавать не в той систем координат, в которой работает манипулятор, необходимо программное обеспечение координатных преобразований.
Удобнее и привычнее для человека декартова система координат. Между тем наибольшей кинематической избыточностью, наибольшей гибкостью и, следовательно, большими функциональными возможностями обладает манипулятор, работающий в угловой системе координат. Без специального математического обеспечения, дающего задачи координатных преобразований, такой манипулятор не сможет осуществить нужное перемещение рабочего органа, например по прямой линии вдоль сварного шва. Программное обеспечение координатных преобразований дает возможность автоматически перейти от системы координат, в которой оператору удобно запрограммировать робот, к системе координат манипулятора.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.