•терация: токарная:
иание: станок токарны: инструмент: резец проходной. (^ j
,
-
so
предварительно точить размеры 0 148 и ф 143 * ю обработку. Поверхность Аиспользоваться д;1я поверхносчи Ь в качестве бс'
33
2.Операция: токарная; Станок: токарный;
Инструмент: резец проходной.
JV
4Роьнердлясправок
<~
Обработать поверхность 0 140,5 и 0 141,0 с припуском под шлифование. Обработать^ 155. Проточить канавку для выхода шлифовального круга. Подрезать торец в размер 161 мм.
1. ВВЕДЕНИЕ.
При проектировании самоходной артиллерийской установки на базе узлов ходовой части танка, при установке более мощной пушки (152 мм против 125 мм) возникла следующая проблема: при стрельбе возникли колебательные процессы, приводящие к снижению характеристик
/ '•••
стрельбы, в части скорострельности.
Для получения более высоких характеристик стрельбы необходимо демпфировать возникающие колебания и уменьшить время их затухания. Для этой цели был разработан управляемый гидроамортизатор, во время стрельбы переключающийся с обычного режима работы на более жесткий. Это позволило сократить время затухания колебаний, что существенно повысило скорострельность.
В качестве решения этой проблемы в дипломном проекте предложено фрикционное устройство, которое позволяет дополнительно демпфировать^ возникающие от выстрела, колебания и значительно уменьшить время их затухания.
34 3.Операция: шлифовштьная;
Станок: шлифовальный ftccuLitr Инструмент: абразивный кр\т:
|
|
Л 5.
460.5-
Шлифовать деталь в размеры. Поверхность А будет использоваться в качестве базы при дальнейшей обработке.
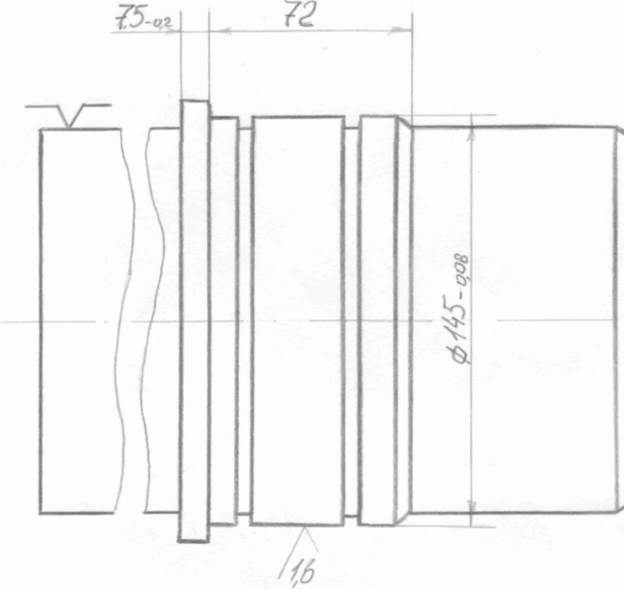
35 4.Операция: токарная;
Оборудование: станок токарный;
Инструмент: резец проходной, резец канавочный;
W,
60
Y
А,-'
20
Точить^ 143, предварительно под шлифование точить $ 145,5 и/И 140,5,7,5^од ;подрезатъ торец в размер 370±0 5 ,точить канавку для выхода шлифовального круга.
36
5. Операция: шлифовальная; станок: шлифовальный; инструмент: круг абразивный;
|
|
50
ч
Чистовая обработка ^ 145 и 0 140 для получения нужной шероховатости, шлифование торца 7,5 0 2.
37
6. Операция: токарная;
Оборудование: токарный станок; Инструменты: набор резцов:
,
|
|
Jo
f
Y
10
Точ1пъ f) 86; 0 110,5; 0 120,5 под дальнейшую обработку: 0 111,8 окончательно, точить канавки.
38
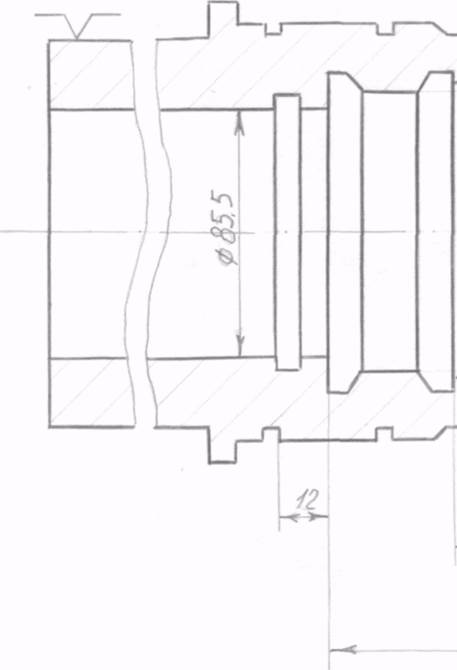
7. Операция: шлифовальная;
Оборудование: станок шлифовальный;. Инструмент: абразивный круг;
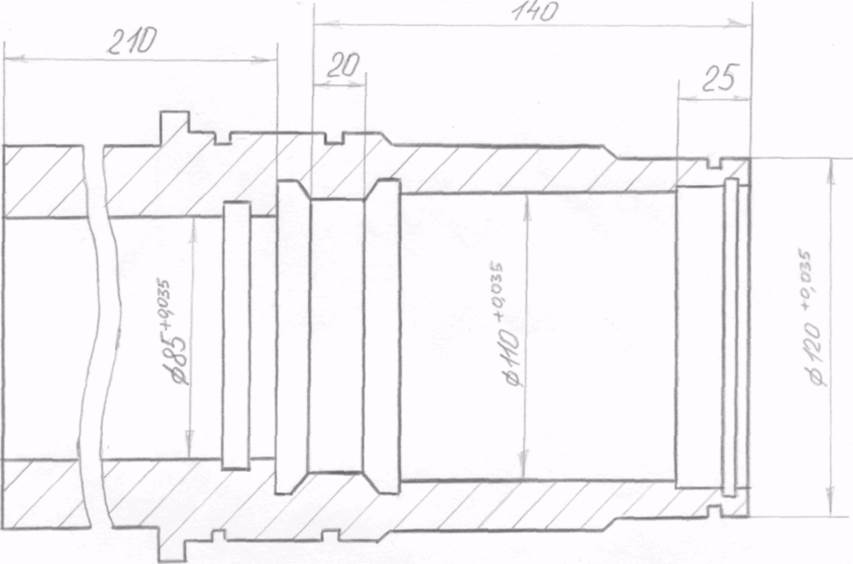
Шлифовать ф 85, 0 110,j# 120 в размер.
39
8.Операция: токарная;
Оборудование: станок токарный; Инструмент: набор резцов;
|
|
|
|
|
|
|
60° |

L
I
22
~
Точить канавку 0 99,5 в размер, точить размер под резьбу Ml 20x2, точить канавку зарезьбовую, нарезать резьбу, точить фаски.
40
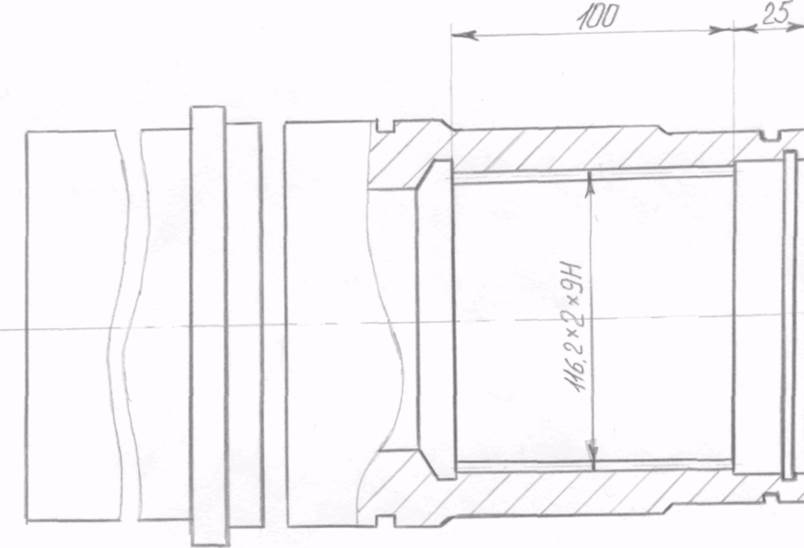
9. Операция: зубодолбежная;
Оборудование: станок зубодолбежиый Инструмент: долбяк;
|
|
Нарезать шлицы эволъвешные 116,2 х 2 х 9Н ГОСТ
41
сверлильная; мет: cbsl.
\
|
Г |
г
|
|
-
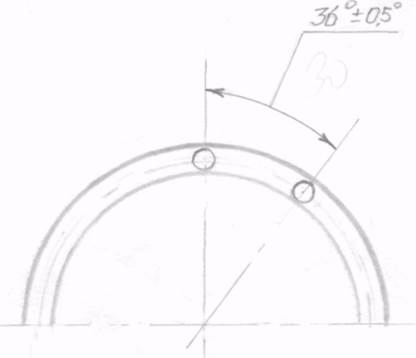
Свор 1И1 ь 10 отверстий О 4,5
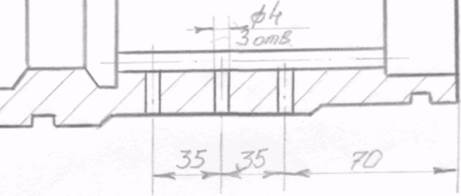
42
11 .Операция: сверлильная;
Оборудование: станок сверлильный; Инструмент: сверла;
|
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.