|
Количес- |
Расход ТЭГа, |
Содержание сероводорода |
Извлечение |
|
|
тво газа, |
кг/ч |
в газе, мг/м3 |
ft^S ,% вес. |
|
|
М3/Ч |
вход | |
выход |
||
|
1920 |
62 |
27,9 |
22,1 |
20,8 |
|
1950 |
69 |
38,2 |
27,4 |
28,3 |
|
1950 |
60 |
24,2 |
20,3 |
16,1 |
|
2160 |
65 |
31,6 |
25,0 |
29,9 |
|
2530 |
66 |
35,0 |
25,0 |
27,7 |
|
2700 |
58 |
30,6 |
24,9 |
18,6 |
Двухступенчатаясхемаосушкииочистки природногогаза
В работе [_I6J описан процесс, обеспечивающий осушку и очистку природного газа по двухколонной схеме.
Процесс обработки газовой смеси с целью удаления влаги и кислых компонентов состоит в следующем: газ, подлежащий обработке, контактирует с первым абсорбентом, в результате контакта абсорбент частично испаряется. Затем газ контактирует со вторым абсорбентом, точка кипения которого выше точки кипения первого абсорбента. При этом поглощается влага и пары первого абсорбента.
Для регенерации насыщенный первый абсорбент пропускается через первую зону нагрева. Второй насыщенный абсорбент пропускается через вторую зону нагрева, при этом он восстанавливается, благодаря испарению из него влаги и легких фракций первого абсорбента.
Десорбат поступает в первую зону нагрева, где восстанавливается первый абсорбент. Газы десорбции заново контактируют с регенерированным первым и вторым абсорбентами.
Одной из основных целей экспериментов, приведенных в работе [16] было улавливание летучих аминов, которые уносятся потоком газа.
В принципе осушка и извлечение кислых компонентов могли бы осуществляться одновременно, для этого аминогликоль и вода должны объединяться в один раствор. В этом случае для уменьшения потерь амина требуется состав с меньшим содержанием амина, а это приводит к снижению степени извлечения кислых компонентов. Для поддержания необходимой глубины извлечения С0£ и Н2S следует увеличивать удельный расход комбинированного раствора, а это ухудшает энергетические показатели установки и увеличивает металлозатраты.
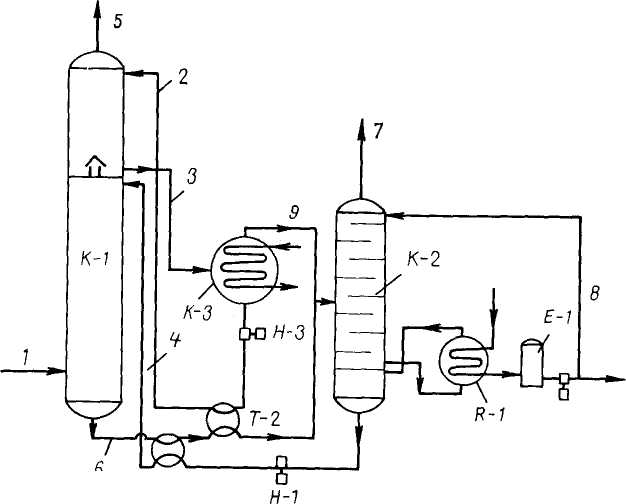
Процесс протекает по следующей схеме (рис.20).
Исходный газ, содержащий влагу, двуокись углерода и сероводород, по линии I подается в низ абсорбера K-I. Абсорбер K-I состоит из двух контактных зон, которые отделяются спускной (глухой) тарелкой. Через эту тарелку газ, освобожденный от кислых компонентов, идет в верхнюю контактную ступень, а жидкий абсорбент, подаваемый в верхнюю часть по линии ?., выходит с глухой тарелки по линии 3. Поступающий в нижнюю секцию абсорбера газ контактируется с раствором амина, подаваемым по линии 4.
46
47
|
|
|
Н-2 |
|
Т-1 |
Рис.20.Технологическая схема двухколонной схемы осушки и очистки газа:
К_1 _ абсорбер; К-2 и К-3 - первичная и вторичная отпарные колонны: E-I - еыкость; Т-1, Т-2 - теплообменники; R -I - рибойлер; Н-1,- Н-2, Н-3 - насосы
Абсорбент состоит из 30-40 весовых частей амина, 20-30 частей гликоля и воды.
В нижней части абсорбера поглощаются кислые компоненты и частично вода.
Газ, вместе с уносимым амином, проходит глухую тарелку и поступает в верхнюю секцию абсорбера, где производится осушка газа раствором ДЭГа и поглощение уносимых паров амина. Сухой газ отво -дится из абсорбера по линии 5.
Насыщенный раствор амина по линии б через теплообменники Т-1 и Т-2 подается в отпарную колонну К-2 для регенерации. Колонна К-2 снабжена рибойлером, в котором раствор нагревается и регенерируется. Продукты отпарки (кислые компоненты и влага) по линии 7 отво -дятся из колонны.
Собранная в емкости E-I жидкая фаза насосом по линии 8 подает48
ся на верх колонны К-2. Регенерированный раствор амина с низа колонны К-2 по линии 4 подается в абсорбер K-I.
Использованный гликолевый раствор выходит с низа верхней с<л-ции абсорбера и идет через вторичную отпарную колонну К-3, сложенную паровым змеевиком. Колонна К-3 работает при рь.гмме, обеспечивающем испарение влаги и паров амина из гликолевого , лгавор»: ;;о заданной степени.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.