Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
«Кузбасский государственный технический университет»
Кафедра горных машин и комплексов
РЕМОНТНЫЕ ЧЕРТЕЖИ
Методические указания для выполнения лабораторной работы
по дисциплине «Основы эксплуатации горных машин и оборудования» для студентов специальности 150402 «Горные машины и оборудование», по дисциплине «Эксплуатация карьерного оборудования» для студентов специальности
130403 «Открытые горные работы» всех форм обучения
Составители Б. А. Катанов
А. А. Хорешок
А. Ю. Борисов
Утверждены на заседании кафедры
Протокол № 4 от 31.10.2007
Рекомендованы к печати
учебно-методической комиссией
по специальности 150402
Протокол № 4 от 21.11.2007
Электронная копия находится
в библиотеке главного корпуса
ГУ КузГТУ
Кемерово 2008
ВВЕДЕНИЕ
Вскрышные работы при открытом способе разработки являются наиболее трудоемкими в общем процессе добычи полезных ископаемых. Поэтому вопросам их механизации уделяется основное внимание. По мере усложнения горно-геологических условий месторождений применение машин с большими линейными параметрами, возможностью работать как с нижним, так с верхним черпанием, высокой проходимостью, характерными для шагающих экскаваторов, становится все более перспективным.
Недостатками существующей организации и технологии ремонта экскаваторов являются большая продолжительность плановых и неплановых ремонтов, на проведение которых затрачивается 10–15 % календарного времени. Предприятия при этом несут большие убытки. Основными задачами в организации ремонта являются: определение оптимального объема и периодичности технического обслуживания и ремонта экскаваторов, планирование и организация восстановительных работ, обеспечение ремонтной документацией, создание условий для качественного проведения ремонта и др.
ЦЕЛЬ РАБОТЫ
Целью выполнения лабораторной работы – изучение вопросов связанных с ремонтом и восстановлением типовых конструкций и деталей, с учетом условных символических обозначений способов восстановления и других указаний при оформлении ремонтных чертежей, на примере вскрышных экскаваторов.
Конструкторская подготовка заключается в разработке: ремонтных чертежей; чертежей на технологическую оснастку (кроме инструмента) и на модернизацию экскаваторов; стандартов предприятия (по ремонтной тематике); рекомендаций производству по результатам анализа выявленных неисправностей в послеремонтный гарантийный период; документации по сооружению и оборудованию ремонтной площадки.
Основной этап в конструкторской подготовке – это разработка ремонтных чертежей. Ремонтные чертежи должны выполняться согласно требованиям ГОСТ 2.604–2000. Можно при этом рекомендовать применение условных символических обозначений (табл. 1) способов восстановления и других указаний при оформлении ремонтных чертежей, а также в таблицах ремонтной документации. Использование символики существенно упрощает описание технологических процессов восстановления деталей.
Таблица 1
Условные символические обозначения
|
№ |
Символ |
Пример обозначения на чертеже или таблицах технической документации |
Описание обозначения |
|
1. |
|
|
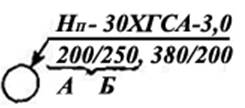
Автоматическая наплавка под слоем флюса (тел
вращения) поверхностей А и Б 250 мм, длиной участка соответственно 380 и 200 мм наплавочной проволокой Нп-З0ХГСА |
|
2. |
|
– |
То же, в среде углекислого газа |
|
3. |
|
– |
Автоматическая вибронаплавка под слоем флюса (тел вращения) |
|
4. |
|
|
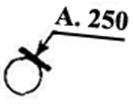
Автоматическая электроконтактная наплавка (тел
вращения) поверхности А |
|
5. |
|
– |
Автоматическая электроискровая наплавка (тел вращения) |
|
6. |
|
|
Автоматическая (многоэлектродная) наплавка (тел вращения) ленточным электродом 5х30мм поверхности А на участке длиной 280 мм |
Продолжение табл. 1
|
№ |
Символ |
Пример обозначения на чертеже или таблицах технической документации |
Описание обозначения |
|
7. |
|
– |
Автоматическая электрошлаковая наплавка (тел вращения) |
|
8. |
|
|
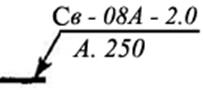
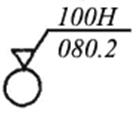
Автоматическая наплавка под слоем флюса (по
плоскости) сварочной проволокой Св-08А |
|
9. |
|
|
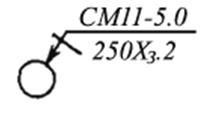
Ручная или полуавтоматическая наплавка (тел вращения)
электродами СМ-11
|
|
10. |
|
|
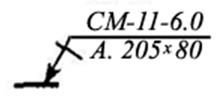
Ручная или полуавтоматическая наплавка (по
плоскости) поверхности А (205х80 мм) электродами СМ-11 |
|
11. |
|
|
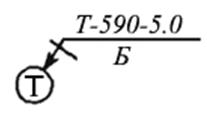
То же, твердосплавными электродами Т-590
|
|
12. |
|
|
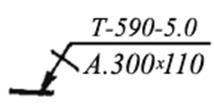
То же (по плоскости), твердосплавными электродами поверхности А (300х110 мм) |
|
13. |
|
|
Восстановление электромеханическим способом (ЭМС) шейки
|
|
14. |
|
|
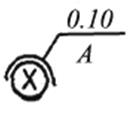
Восстановление хромированием (толщина покрытия 0,10 мм) поверхности А |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.