Продолжение табл. 1
|
№ |
Символ |
Пример обозначения на чертеже или таблицах технической документации |
Описание обозначения |
|
15. |
|
– |
Восстановление осталиванием (металлизация) |
|
16. |
|
|
Проточить поверхность А до 95 мм (тело вращения) |
|
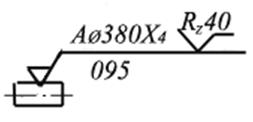
17. |
|
|
То же, на первый ремонтный размер (тело вращения) |
|
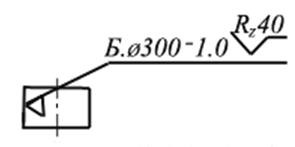
18. |
|
|
Расточить поверхность Б до |
|
19. |
|
|
То же, на первый ремонтный размер |
|
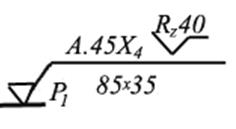
20. |
|
|
Проточить или фрезеровать (любой вид механической обработки) по плоскости поверхность А на участке 85х35 мм до размера 45Х4 с чистотой Rz = 40 мкм (первый ремонтный размер) |
|
21. |
|
|
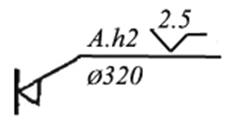
Подрезать торец А на глубину 2 мм, с чистотой RQ = 2,5 мкм до
|
|
22. |
|
|
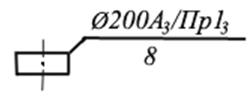
Установить ремонтную втулку толщиной стенки 8 мм по сопряжению (наружный диаметр
|
Продолжение табл. 1
|
№ |
Символ |
Пример обозначения на чертеже или таблицах технической документации |
Описание обозначения |
|
23. |
|
|
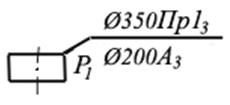
Установить втулку первого ремонтного размера (по наружному размеру – над полкой, по внутреннему – под полкой) |
|
24. |
|
|
Заменить часть детали (обычно наружную), выполненную по черт. 1050.07.10 – бандажирование |
|
25. |
|
– |
Заменить существующий бандаж (обычно наружную деталь зубчатого колеса) |
|
26. |
|
– |
Заменить бандаж на деталь ремонтного размера по черт. М.0380 |
|
27. |
|
|
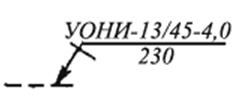
Заварить трещину длиной 230 мм электродами УОНИ-13/45 |
|
28. |
|
|
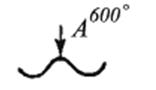
Поверхность А править при нагреве до 600 °С. При правке в холодную градусы не указываются |
|
29. |
РК |
|
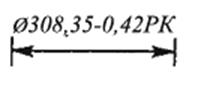
Размер колеса (шестерни) после проведения ремонтного корригирования |
|
30. |
|
|
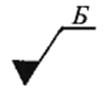
Поверхность Б зачистить вручную с помощью слесарных инструментов (напильник, бор-напильник, шлифмашинка), т.е. снять заусенцы, «накат», задиры |
Продолжение табл. 1
|
№ |
Символ |
Пример обозначения на чертеже или таблицах технической документации |
Описание обозначения |
|
31. |
// |
// |
Заменять деталь обязательно в паре с сопрягаемой |
|
32. |
|
|
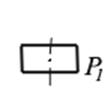
Превышение допустимого (по ТУ) размера маловероятно |
|
33. |
|
|
Поверхность Б контролировать ультразвуковой дефектоскопией |
|
34. |
|
|
Провести гидравлическое испытание при давлении 20 МПа |
|
35. |
|
|
Провести пневматическое испытание при давлении 1 МПа |
|
36. |
|
|
Поверхность А контролировать специальным шаблоном, неприлегание до 0,3 мм по контуру пов. А |
На основании символических обозначений (табл. 1) ниже приведены примеры по описанию ремонтных чертежей.
Ремонт корпуса и крышки редуктора поворотного механизма экскаватора производят следующим образом.
Собирают корпус редуктора с
крышкой по четырем контрольным штифтам и закрепляют с помощью двенадцати равномерно
расположенных по контуру болтов М30х130. Устанавливают сборку корпуса редуктора
в приспособление расточного станка и выставляют корпус так, чтобы ось, например
отверстия ![]()
![]() ,
совпадала с осью шпинделя (допускается перекос не более 0,3 мм на длине 1000 мм).
,
совпадала с осью шпинделя (допускается перекос не более 0,3 мм на длине 1000 мм).
Производят поочередно расточку
изношенных отверстий осей соответственно до ![]()
![]() ,
, ![]() и
и
 (рис. 1, а). Изготовляют попарно
втулки из стали 40 НВ 230–260. Корпус редуктора снимают со станка и вручную
электродами СМ-II или
УОНИ-13/45 типа Э42А
(рис. 1, а). Изготовляют попарно
втулки из стали 40 НВ 230–260. Корпус редуктора снимают со станка и вручную
электродами СМ-II или
УОНИ-13/45 типа Э42А ![]() 5 мм производят наплавку в
один слой поверхности до
5 мм производят наплавку в
один слой поверхности до ![]() . Наплавленную поверхность очищают от
шлака.
. Наплавленную поверхность очищают от
шлака.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.