При подготовке комбайна к работе после окончания монтажа необходимо:
– произвести контроль затяжки
всех резьбовых соединений
и установку всех скоб на быстроразъемные соединения, особое внимание обратить
на крепление крышек взрывозащитных оболочек электрооборудования;
– проверить уровень масла в редукторах и маслобаке насосной станции;
– при заполнении редукторов маслом или доливке необходимо соблюдать чистоту и избегать попадания грязи в редуктора. Целесообразно использовать при этом воронки с сеткой.
6. Описание схемы смазки проходческого комбайна
Срок службы комбайна во многом
зависит от регулярной смазки его составных частей и качества смазочных
материалов. Несвоевременная смазка или ее отсутствие могут привести
к преждевременному износу деталей, составных частей и явиться причиной
аварийных поломок.
![]()
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
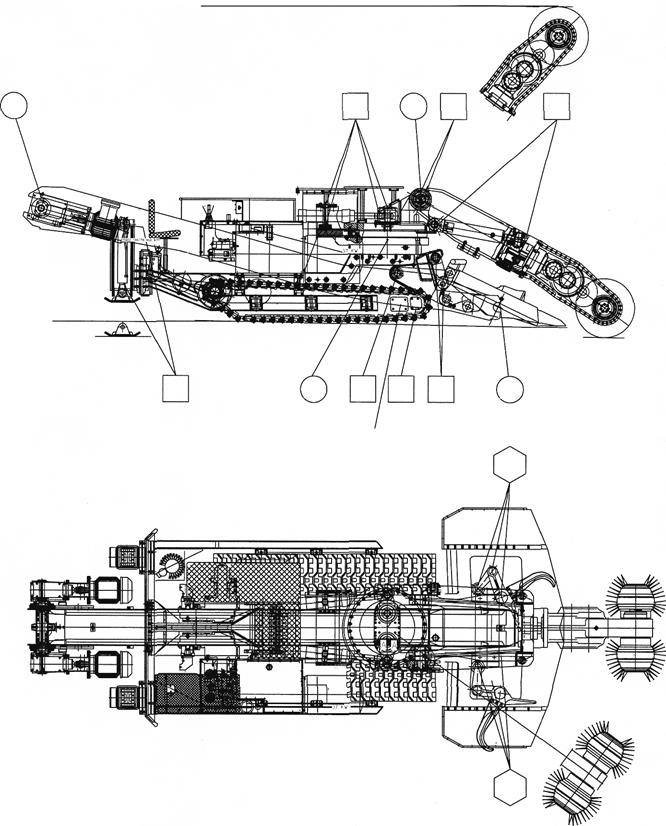
Рис. 6.1. Схема смазки комбайна СМ-130К
Точки смазки и периодичность указаны на карте смазки рис. 6.1.
![]() Места централизованной смазки:
Места централизованной смазки:
1. Оси подъема исполнительного органа – 2 точки смазки.
2. Шаровый погон – 2 точки смазки.
3. Приводной вал конвейера – 2 точки смазки.
4. Раздаточный вал конвейера – 2 точки смазки.
![]() Ежедневная смазочным пистолетом:
Ежедневная смазочным пистолетом:
1. Подшипниковые узлы загребных лап лопаты – 6 точек.
![]() Еженедельная смазочным пистолетом:
Еженедельная смазочным пистолетом:
1. Оси крепления рамы лотка к комбайну – 2 точки.
2. Оси крепления гидроцилиндров лотка – 4 точки.
3. Оси крепления гидроцилиндров рабочего органа – 4точки.
4. Оси крепления стрелы рабочего органа – 4 точки.
5. Оси крепления гидроцилиндров поворота – 8 точек.
6. Оси гидроцилиндров задних домкратов –4 точки.
(Для смазки 2-х верхних осей демонтировать кожух)
7. Оси ведомой звездочки – 4 точки.
(Предварительно демонтировать защитные крышки)
Примечание:
1. Рабочая смазка ЛИТ0Л-24 ГОСТ 21150-87.
2. Время работы централизованной смазки не менее 1 ч в день (по 15 минут в каждую смену).
3. Ежедневную и еженедельную смазку указанных точек проводить при помощи штатного пистолета до появления следов смазки из-под манжет.
Обслуживающий персонал должен знать расположение всех точек смазки на комбайне и не приступать к работе, не проверив уровень масла в редукторах, маслобаке насосной станции и баке системы смазки.
Контроль уровня масла – по
контрольным пробкам, щупам
или маслоуказателю.
Заливку масла в редуктора, в маслобак и насос орошения производят через заливные горловины с помощью заливной воронки снабженной фильтрующей сеткой.
Для хранения, транспортировки и
заправки смазочных материалов применяется специальная тара, позволяющая
предохранять
от загрязнения.
При контроле уровня и заливке
масла в редуктор исполнительного органа стрела должна находится в
горизонтальном положении,
а в редукторы лотка – при опущенном лотке.
Поверхности сопряжения крышек взрывозащищенных оболочек электрооборудования один раз в месяц покрываются смазкой ЦИАТИМ 202 ГОСТ 11110-75 или ЛИТОЛ-24 ГОСТ21250-75.
Ниже приводятся особенности смазки наиболее важных механизмов проходческого комбайна.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.