Типовые структуры производственных процессов {П1-Пi, i = 1,…,n; последовательное соединение простых операций (рис. 86, а), сходящаяся (смесительная) структура (рис 86 б) расходящаяся (разделительная) структура (рис. 86, в), сложная структура с рециклом (рис. 86, г).
Кроме технологических операций, непосредственно связанных с преобразованием свойств продуктов, производственный процесс включает транспортировку, загрузку и выгрузку, ориентацию, перекладку и т. д., которые относят к операциям манипулирования.
Деревообрабатывающее предприятие — это сложный производственный комплекс, обеспечивающий функционирование всех элементов производственного процесса. Различают две типовые структуры деревообрабатывающих предприятий.
Первая (рис. 87) характеризует предприятия (производства), конечной продукцией которых являются штучные изделия или полуфабрикаты (мебельное, тарное, столярно-строительное и лесопильное производства).
Вторая — структура предприятия с непрерывно-дискретным характером производства, где продукция штучная, а процессы непрерывные (производство древесностружечных, древесноволокнистых плит) (рис. 88).
Каждая из представленных структур позволяет судить об основных материальных потоках и потоках информации, используемых для управления.
Используя структурное представление производств, рассмотрим главные производства деревообработки и математическое описание их основных технологических операций.
СТРУКТУРЫ ГЛАВНЫХ ПРОИЗВОДСТВ ДЕРЕВООБРАБОТКИ
Лесопильное производство. В лесопильном производстве в зависимости от способа выполнения основной операции (продольного раскроя бревен) различают два вида поточных технологических линий: рамные потоки и линии агрегатной переработки бревен [16, 18]. Лесопильный поток можно разделить по следующим группам операций [18, 33]:
1) подготовка сырья (бревен к распиловке); 2) распиловка бревен; 3) механическая обработка пиломатериалов; 4) гидротермическая обработка пиломатериалов; 5) погрузочно-разгрузочные переместительные операции; 6) учет пиломатериалов при отгрузке.
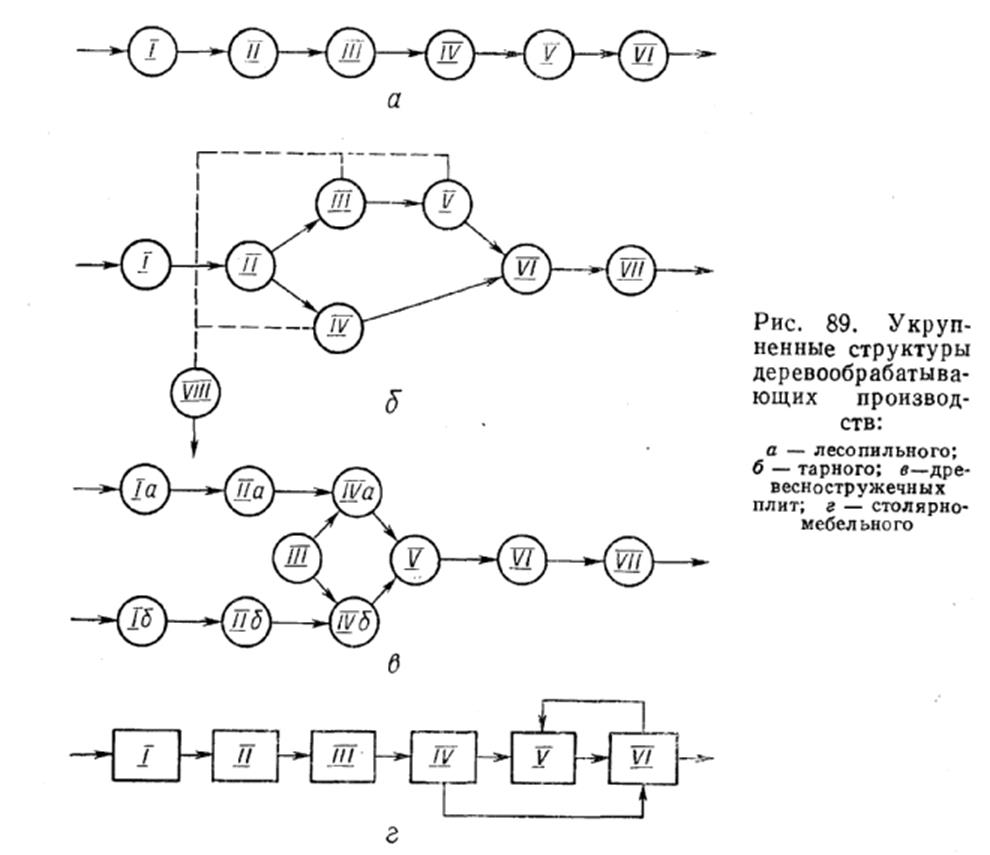
Укрупненная структура лесопильного производства представлена на рис. 89, а. Лесопильное производство следует рассматривать как сложную систему, выпускающую установленный набор сортиментов пиломатериалов с максимальным количеством при минимуме затрат.
Фаза 1 лесопильного производства содержит операции: подачу бревен к гидролоткам, сброс бревен в гидролоток, подачу бревен в бассейн окорочной станции, подачу бревен к окорочным станкам, окорку бревен, подачу бревен в бассейн лесопильного цеха и их подсортировку.
Фаза 2 включает операции: подачу бревен к лесопильным рамам, пиление бревен на рамах первого и второго рядов.
Фаза 3 представляет процессы механической обработки пиломатериалов— обрезку, торцовку досок, сортировку, пакетирование.
Следующим этапом IVявляется гидротермическая обработка — сушка в сушильных камерах, торцовка, маркировка. Фаза V —погрузка готовых пиломатериалов в подвижный состав и транспортировка на биржу, где после разгрузки их укладывают в штабеля.
Заключительная фаза VIлесопильного производства — учет пиломатериалов и отгрузка их потребителю. При этом необходимо учитывать транспортные операции на бирже, которые имеют большой удельный вес в производстве.
Качество пиломатериалов зависит от качества подготовки сырья (операций гидротермообработки и окорки), выполнения основных раскройных операций и механической обработки пиломатериалов.
Укрупненная структура лесопильного производства с рамными потоками характеризует производство как сложную систему, которая должна выпускать установленный набор сортиментов пиломатериалов максимального качества при минимальных затратах.
Задача управления распиловкой бревен [18] состоит в необходимости изменять посылку и периодически настраивать лесопильные рамы для обеспечения максимальной производительности при ограничении по качеству обработки пиломатериалов мощности электропривода и выражается целевой функцией

где П — погонная
производительность; Т — период работы пил; [b]—допустимая граница показателя точности; [![]() ]—допустимая посылка по
шероховатости или мощности привода; t— время.
]—допустимая посылка по
шероховатости или мощности привода; t— время.
Качество распиловки влияет на производительность, так как рассеяние размеров пиломатериалов по толщине в пределах допуска обеспечивается изменением значения посылки. Максимальной производительности рамного потока можно достигнуть, если бревна подсортировывать по однородным потокам.
Целевая функция модели распределения сырья с учетом размерно-качественной группы i, рамного потока / и постава kзапишется как

При определении максимума производительности (35) по целевой функции модели (37) следует учитывать действующие ограничения (36) по фонду машинного времени A, по плановым объемам распиливаемого сырья определенных поставов.
Выражение (37) и имеющиеся математические модели по оптимальному раскрою и управлению точностью рамной распиловки позволяют сделать вывод о подготовленности лесопильного производства к автоматизации управления по моделям с применением ЭВМ. Выбор технических средств, реализующих систему управления, производят на основании сравнения различных вариантов, подсчитанных на основании экономико-математических моделей.
Построение автоматизированной системы управления лесопильным производством, механизация операций позволяют повысить уровень организации производства, оптимизировать раскрой и обеспечить повышение производительности труда.
В последние годы широко внедряют агрегатную обработку древесины, которая предполагает одновременное формирование бруса и щепы.
Агрегатное оборудование предназначено для обработки бревен нормальных диаметров и тонкомерной древесины. Распиловка бруса позволяет получать 4—12 типоразмеров пиломатериалов.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.