
























Министерство образования Российской Федерации
Государственное образовательное учреждение высшего
профессионального образования "Комсомольский-на-Амуре
государственный технический университет"
Кафедра технологии сварочного производства
ТЕХНОЛОГИЯ КОНТАКТНОЙ СВАРКИ
Методические указания к лабораторным работам
для студентов специальности 120500
Комсомольск-на-Амуре 2004
УДК 621.791.4.03
Технология контактной сварки: Методические указания к лабораторным работам для студентов специальности 120500 / Сост. П.В. Бахматов. – Комсомольск-на-Амуре: ГОУВПО "КнАГТУ", 2004. – 28 с.
Даются рекомендации по самостоятельной подготовке к работам, излагается методика проведения лабораторных работ и обработки полученных результатов.
Методические указания рекомендуются для студентов специальности 120500 дневной формы обучения.
Печатается по постановлению редакционно-издательского совета ГОУВПО "КнАГТУ".
Согласовано с отделом стандартизации.
Рецензент В.В. Стулов
Редактор И.В. Маланова
________________________________________________________________
Подписано в печать 10.02.2004
Формат 60 х 84 1/16. Бум. тип. №3. Печать офсетная. Усл. печ. л. 1,63.
Уч.-изд. л. 1,55. Тираж 50. Заказ 17778. Бесплатно.
Редакционно-издательский отдел ГОУВПО «Комсомольский-на-Амуре
государственный технический университет»
681013, Комсомольск-на-Амуре, пр. Ленина, 27.
Полиграфическая лаборатория ГОУВПО «Комсомольский-на-Амуре
государственный технический университет»
681013, Комсомольск-на-Амуре, пр. Ленина, 27.
ТЕХНОЛОГИЯ СТЫКОВОИ СВАРКИ
1.1 ОБЩИЕ СВЕДЕНИЯ
Этот способ обычно применяют при сварке сталей, цветных металлов и их сплавов: меди, латуни, бронзы, алюминия и т.д. (поперечных сечений до 200 мм2).
Подготовка торцов деталей под сварку сопротивлением состоит в ровной обрезке, их тщательной зачистке до металлического блеска. Подготовку можно осуществлять на токарных станках, дисковыми пилами, наждачными кругами и т.д. Основное условие качественной сварки – плотное прижимание свариваемых торцов по всему сечению. Учитывая это, стыковую сварку сопротивлением не применяют для деталей сложной конфигурации, а также с большой площадью поперечного сечения, так как даже при хорошей обработке торцов не возможно добиться равномерного разогрева по всему сечению, в результате чего, как правило, в стыке образуются непровары.
Поверхность деталей для лучшего электрического контакта с токоподводящими электродами должна быть зачищена от ржавчины, масла, грязи и др. по всей длине, зажимаемой в электроды (губки). Мелкие детали (звенья цепей, заготовки инструмента и т.д.) зачищают в галтовочных барабанах с кварцевым песком и сухими древесными опилками. Крупные детали в местах токоподвода зачищают переносными наждачными кругами. В массовом производстве широко применяется травление в кислоте с последующей нейтрализацией в щелочи.
Процесс сварки сопротивлением выполняют в следующей последовательности:
1) детали с ровно обрезанными и хорошо зачищенными торцами зажимают в электродах (губках) машины и сдавливают;
2) включают сварочный ток и торцевые поверхности детали разогреваются до высокой температуры 0,8 – 0,9 Тпл (для низкоуглеродистой стали 1200 – 1250 ºС);
3) производят осадку разогретых торцов;
4) выключают сварочный ток и детали вынимают из зажимов.
К основным параметрам стыковой сварки сопротивлением относятся: сварочный ток Iсв ; длительность нагрева или время сварки tсв; усилие осадки Рос; установочная длина, т.е. длина концов деталей, выступающих из электродов L0; осадка Δос.
Рассмотрим влияние отдельных параметров режима на качество сварочного стыка.
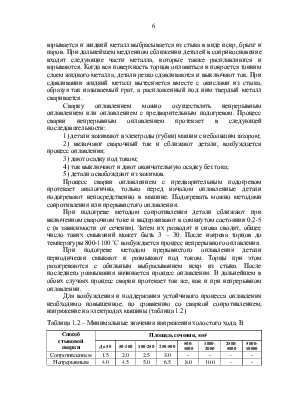
Сварочный ток оказывает большое влияние на качество сварки. При малом токе могут появиться непровары и включения окислов, слишком большой ток может привести к перегреву и пережогу металла. Значение тока посчитывают как произведение необходимой плотности тока на площадь поперечного сечения заготовок. Плотность тока лежит в довольно широких пределах 10-200 А/мм2. С увеличением площади поперечного сечения деталей плотность тока следует уменьшать (таблица 1.1). Цветные металлы и их сплавы сваривают на токах большей плотности. Сварочный ток регулируют переключением ступеней мощности.
Длительность нагрева или время прохождения тока через детали зависит в основном от выбранной плотности тока и площади поперечного сечения свариваемых деталей и составляет обычно десятые доли секунды или несколько секунд. С увеличением площади поперечного сечения длительность нагрева увеличивается. При слишком длительном нагреве возможно образование в стыке окислов и малопластичной перегретой структуры металла. Время прохождения тока регулируют или вручную нажатием на пусковую кнопку, или специальными устройствами в виде кулачков тока или электронными реле времени.
Усилие осадки выбирают в зависимости от площади поперечного сечения, температуры нагрева и марки металла. При недостаточном усилии осадки может появиться непровар, а при чрезмерном – возможно образование трещин.
Удельное давление осадки, применяемое при сварке цветных металлов и сплавов, составляет 10-15 МН/м2 (1-1,5 кг/мм2), а при сварке сталей 20-50 МН/м2 (2-5 кг/мм2). По сути, давление осадки - это горячий предел текучести для свариваемой марки металла или сплава. Для ускорения нагрева в начальный момент сварки дается небольшое усилие, а к концу сварки, т.е. в момент осадки его увеличивают. Механизм регулировки усилия осадки стыковых контактных машин различных типов может быть: натягом пружины, кулачком подачи, изменением давления воздуха или масла и т.д.
Установочная длина оказывает большое влияние на нагрев свариваемых деталей. При небольшой установочной длине стык нагревается плохо вследствие ускоренного отвода тепла в медные электроды (губки), охлаждаемые водой. При большой установочной длине в хорошо нагреваемом стыке образуется слишком большое утолщение, кроме того, возможна потеря устойчивости и искривление свариваемых деталей. Обычно установочная длина принимается равной 0,5-2 диаметра стержня. При сварке разнородных металлов их установочная длина различна, но правило общее: менее теплопроводный металл с большим удельным электрическим сопротивлением имеет меньшую установочную длину.
Значение осадки выбирают в зависимости от поперечного сечения свариваемых деталей в пределах 2-10 мм. Общая осадка распределяется на осадку под током и осадку без тока. При недостаточной осадке возможны непровары, окислы и шлаковые включения. При завышенном значении осадки возможно искривление волокон и образование трещин.
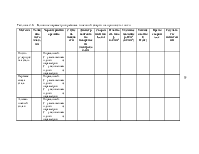
Ориентировочные режимы сварки сопротивлением прутков из углеродистой стали представлены в таблице 1.1
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.