Таблица 2.7 – Влияние усилия сжатия и чистоты поверхности деталей
на прочность точки
|
Металл |
Толщина металла δ, мм |
Состояние поверхности |
Усилие сжатия Р, Н(кг) |
Результаты |
|
Низкоуглеродистая сталь |
Грязная. Чистая. |
|||
|
Нержавеющая сталь |
Грязная. Чистая. |
|||
|
Алюминиевый сплав |
Грязная. Чистая. |
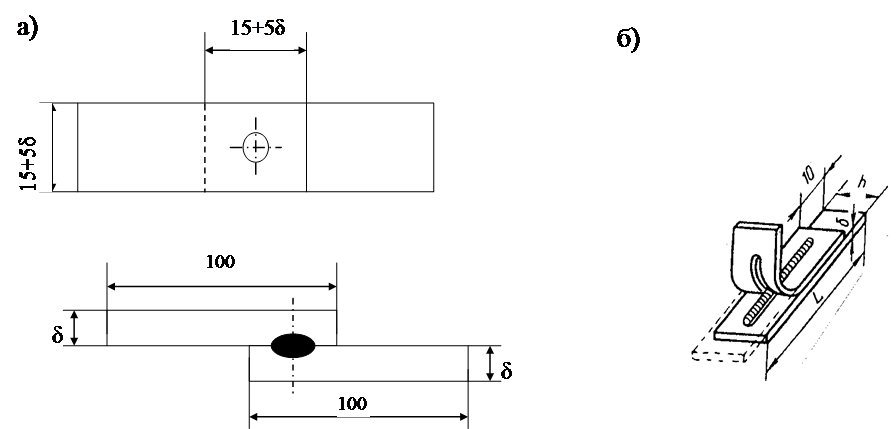
а – на срез в разрывной машине; б – на отрыв в тисках
Рисунок 2.2 – Образцы для испытаний на прочность сварных точек
2.2.4 ВЛИЯНИЕ ШУНТИРОВАНИЯ ТОКА НА РАЗМЕРЫ
И ПРОЧНОСТЬ СВАРНОЙ ТОЧКИ
1) Заготовить таблицу для записей данных измерений и наблюдений (таблица 2.8).
2) Для данной толщины металла подобрать по таблицам режимы сварки и настроить машину.
3) Для каждого сплава приготовить по одной паре пластин, зачистить место сварки и разметить их для сварки тремя точками с шагом 6 – 10 мм (рисунок 2.3).
4) Сварить точки и замаркировать их.
5) Разрезать пластины по разметкам на образцы.
6) Испытать соединения на отрыв и замерить диаметры ядер.
Таблица 2.8 – Влияние режимов сварки на величину диаметра ядра
Металл |
Режим сварки |
Диаметр ядра после отрыва, мм |
Примечание |
|||||
|
Icв, кА |
Р, Н(кг) |
tсв, с |
Шаг точек, мм |
1-я точка |
2-я точка |
3-я точка |
||
|
Низкоуглеродистая сталь |
||||||||
|
Нержавеющая сталь |
||||||||
|
Алюминиевый сплав |
||||||||
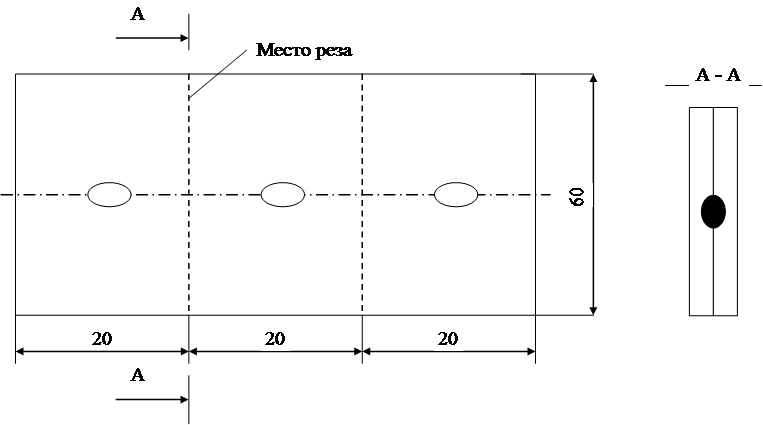
Рисунок
2.3 – Заготовка образцов на выявление шунтирования тока
2.3 КОНТРОЛЬНЫЕ ВОПРОСЫ
1) Что входит в основные параметры режима точечной сварки?
2) Дайте определение мягкому и жесткому режимам точечной сварки.
3) Как влияют усилия сжатия, сварочный ток и продолжительность сварки на прочность, и качество сварной точки?
4) Как влияет шунтирование тока на размеры ипрочность сварной точки?
5) Каковы особенности сварки нержавеющих сталей?
6) Каковы особенности сварки алюминиевых сплавов?
7) Как влияет чистота поверхности и наличие покрытий на качество сварки?
2.4 СОДЕРЖАНИЕ ОТЧЕТА
1) Эскиз сварных образцов.
2) Краткое описание эксперимента.
3) Таблица результатов измерений и наблюдений.
4) Выводы,
ТЕХНОЛОГИЯ ШОВНОЙ СВАРКИ
Цель работы: ознакомиться с технологией шовной сварки различных сплавов и определить влияние параметров режима сварки на качество сварного шва.
3.1 ОБЩИЕ ПОЛОЖЕНИЯ
Шовная сварка - способ контактной сварки, при котором между деталями образуется соединение (шов) путем постановки последовательного ряда частично перекрывающих друг друга точек. Такое соединение обеспечивает получение герметичных и прочных швов.
Шовная сварка может быть непрерывной с вращением роликов при непрерывном протекании тока после сжатия деталей; прерывистой - с вращением роликов при подаче тока отдельными импульсами и шаговой - с периодической остановкой роликов после их поворота на определенный угол и подачей тока в момент остановки.
Непрерывную сварку переменным током из-за перегрева контакта "ролик - деталь" применяют редко и, главным образом, на деталях из низкоуглеродистой стали при толщинах менее 2 мм. Скорость сварки при этом может достигать 5 м/мин.
Прерывистая сварка импульсами тока применяется чаще. Герметичный шов, характеризуемый перекрытием сварных точек, получают при определенных скорости перемещения детали между роликами, частоте включения тока. Импульсное включение тока уменьшает перегрев контактов "ролик - деталь".
При шаговой сварке расплав образуется каждый раз при новом контакте "ролик - деталь", ролик и деталь перегреваются меньше, кристаллизация расплава под давлением из-за теплоотвода в ролики ускоряется, повышаются допустимые токи без перегрева поверхности и выплесков. Этот способ шовной сварки используется, в основном, при сварке деталей неравных толщин.
Режим шовной сварки характеризуется следующими параметрами; усилием сжатия (Pcв), скоростью сварки (υсв), сварочным током (Iсв), профилем рабочей поверхность роликов, а для прерывистой – сварки длительностью включения тока (tсв), паузой (tп) и шагом точек а.
Усилие сжатия определяется размерами роликовых электродов. При диаметре роликов 200 - 250 мм и их ширине 4 - 8 мм удельное давление для сварки низкоуглеродистой стали рекомендуют выбирать в пределах 50 - 250 МН/м2 (5 — 25 кг/мм2).
Скорость сварки зависит от мощности машины и толщины свариваемых листов. Обычно при прерывистой сварке она составляет 0,5 - 3,0 м/мин.
При шовной сварке ток выбирают в 1,5 - 2 раза больший, чем для аналогичных толщин деталей при точечной сварке. Это объясняется большим шунтированием тока при шовной сварке.
Цикл шовной прерывистой сварки складывается из продолжительности включения тока при сварке одной точки и продолжительности паузы между последовательными включениями тока, т.е.
tц=tcв+tп.
При этом время сварки (tсв) и продолжительность цикла (tц) должны находиться в определенном отношении. Так например, для низкоуглеродистой стали tсв/ tц= 0,4 - 0,6.
Продолжительность включения зависит от толщины металла и при сварке низкоуглеродистой стали примерно составляет (0,06 – 0,08)·δ.
Продолжительность цикла может быть определена по формуле
tц=3а/50·υсв,
где а – шаг точек, мм;
υсв – скорость сварки, м/мин.
Режимы сварки выбирают по таблице 3.1.
Правильно установленный режим сварки гарантирует хорошее качество шва. При нарушении режима сварки могут образоваться такие дефекты, как пережог, непровар, выплески, глубокие вмятины и др.
Пережог образуется в результате слишком большой выдержки под током, малого давления электродов малой скорости сварки, плохого прилегания свариваемых деталей. Пережог характеризуется окисленной поверхностью и большим ореолом цветов побежалости вокруг отдельных точек.
Непровар образуется при малом сварочном токе, недостаточном времени выдержки под током, малом давлении, слишком высокой скорости сварки. При сварке металла с загрязненной поверхностью могут образоваться пережог и непровар.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.