Скорость оплавления оказывает большое влияние на нагрев деталей. При большой скорости оплавления увеличивается глубина прогрева. Обычно в начале процесса скорость оплавления небольшая, особенно при сварке деталей с большим поперечным сечением. Перед осадкой, во избежание окисления торцов деталей, скорость оплавления увеличивается (таблица 1.4). Скорость осадки в несколько раз превышает скорость оплавления и растет с увеличением склонности металла к окислению. При небольшой скорости осадки частицы окислов и загрязнений не успевают выдавиться из стыка, в результате чего снижается его прочность.
Таблица 1.4 - Скорость оплавления и осадки при стыковой
сварке различных металлов
|
Материалы свариваемых деталей |
Скорость оплавления, мм/с |
Скорость осадки, мм/с |
|
|
средняя |
перед осадкой |
||
|
Низкоуглеродистая сталь |
0.5-1.5 |
2-5 |
15-20 |
|
Низколегированная сталь |
1.5-2.0 |
4-5 |
20-30 |
|
Аустенитная сталь |
2.0-3.5 |
5-7 |
30-50 |
|
Легкие сплавы |
3.5-7 |
8-15 |
100-200 |
Усилие осадки выбирают по площади поперечного сечения заготовок и необходимому давлению осадки, зависящему от способа сварки и металла (таблица 1.5).
Таблица 1.5 – Ориентировочное давление осадки при стыковой сварке
давлением в МН/м2 (кг/мм2)
|
Металл |
Сварка непрерывным оплавлением |
Сварка оплавлением с подогревом |
|
Сталь: низкоуглеродистая среднеуглеродистая высокоуглеродистая низколегированная аустенитная |
80-100 (8-10) 100-120 (10-12) 120-140 (12-14) 100-120 (10-12) 160-250 (16-25) |
40-60 (4-6) 40-60 (4-6) 40-60 (4-6) 40-60 (4-6) 100-180 (10-18) |
|
Медь |
250-400 (25-40) |
|
|
Алюминий |
120-150 (12-15) |
|
|
Алюминиевые сплавы |
130-200 (13-20) |
|
|
Латунь |
140-180 (14-18) |
|
|
Бронза |
140-180 (14-18) |
|
|
Титан |
30-60 (3-6) |
30-40 (3-4) |
|
Чугун |
80-100 (8-10) |
40-60 (4-6) |
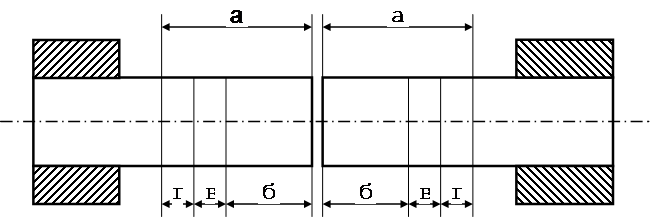 |
а – на оплавление и осадку; б – на оплавление; в – на осадку;
г – на осадку без тока
Рисунок 1.2 – Распределение общего припуска
Таблица 1.6 – Припуски стержней низкоуглеродистых
и низколегированных сталей (на оба стержня)
|
Диаметр стержня, мм |
Площадь сечения, мм2 |
Припуски при сварке с подогревом, мм |
Припуск при сварке непрерывным оплавлением, мм |
||||
|
общий |
на подогрев и давление |
на осадку |
общий |
на оплавление |
сушку |
||
|
5 |
20 |
- |
- |
- |
6,0 |
4,0 |
2,0 |
|
10 |
78 |
7,3 |
5,0 |
2,3 |
6,0 |
5,7 |
2,3 |
|
14 |
154 |
9,3 |
6,5 |
2,8 |
12,0 |
9,5 |
2,5 |
|
18 |
254 |
11,2 |
8,0 |
3,2 |
16,0 |
13,0 |
3,0 |
|
22 |
380 |
12,6 |
9,0 |
3,6 |
18,0 |
14,8 |
3,2 |
|
26 |
530 |
15,0 |
11,2 |
3,8 |
22,0 |
18,5 |
3,5 |
|
30 |
707 |
16,0 |
12,0 |
4,0 |
25,0 |
21,5 |
3,5 |
|
36 |
1018 |
18,0 |
15,0 |
5,0 |
30,0 |
26,0 |
4,0 |
|
40 |
1257 |
20,0 |
14,5 |
5,5 |
33,0 |
28,5 |
4,5 |
Правильно установленный режим сварки обеспечивает хорошее качество сварного стыка. Возможные дефекты, а также причины их возникновения приведены в таблице 1.7.
Таблица 1.7 – Дефекты при стыковой сварке
|
Вид дефекта |
Возможные причины образования дефекта |
|
Шлаковые включения в стыке |
Неустойчивое оплавление. Малая величина осадки. Преждевременное выключение тока |
|
Перегрев металла |
Большой сварочный ток. Велик припуск на оплавление и осадку. Завышенная установочная длина. |
|
Непровар |
Малая мощность машины. Низкое давление осадки. Плохая подготовка торцов. Недостаточный припуск на оплавление и осадку |
|
Трещины в зоне сварки |
Большое давление осадки. Недостаточный предварительный нагрев. Малая установочная длина. Перегрев металла. |
|
Смещение торцов заготовок |
Недостаточная жесткость зажимов. Плохая подготовка торцов. Большая установочная длина. |
|
Подгары поверхности заготовок в местах токоподвода |
Плохая зачистка поверхности заготовок. Загрязнены электроды. Малое усилие зажатия. Плохое охлаждение электродов. |
1.2 ПРОВЕДЕНИЕ РАБОТЫ
1.2.1 ОБОРУДОВАНИЕ И МАТЕРИАЛЫ
1) Машина для стыковой сварки МС-802 УХЛ4.
2) Приспособление для испытания на угол загиба.
3) Разрывная машина.
4) Тиски, миллиметровая линейка, штангенциркуль, молоток, зубило, напильник.
5) Набор стержней разных диаметров из стали, цветных металлов и их сплавов.
1.2.2 ТЕХНОЛОГИЯ СТЫКОВОЙ СВАРКИ
СОПРОТИВЛЕНИЕМ
1) Заготовить таблицу для записей результатов измерений и наблюдений (таблица 1.8).
Таблица 1.8 – Результаты измерений и наблюдений процесса
стыковой сварки сопротивлением
|
Металл заготовки |
Площадь поперечного сечения, мм2 |
Ступень мощности |
Расстояние между электродами, мм |
Установочная длина заготовки, мм |
Значение осадки, мм |
Результат испытания |
|||
|
левой |
правой |
левым |
пра-вым |
до сварки |
после сварки |
||||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.