















1. ИССЛЕДОВАНИЕ ПРОЧНОСТНЫХ СВОЙСТВ ОБОЛОЧКОВОЙ ФОРМЫ В ЗАВИСИМОСТИ ОТ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ И СОСТАВА СМЕСИ.
2. Задачи исследования.
Литье в оболочковые формы является прогрессивным способом изготовления отливок, т.к. обеспечивает получение чистоты поверхности отливок 4-6 класса и высокую точность размеров. При использовании этого метода формообразования появляется возможность полной автоматизации цехов, снижается расход формовочных материалов.
Формы при этом способе литья изготавливаются из плакированной формовочной смеси. Для приготовления плакированной формовочной смеси используется кварцевые, цирконовые, оливиновые или дунитовые пески. Выбор зерновых составов песков обуславливается требуемой шероховатостью поверхности и необходимыми свойствами форм. В качестве связующих которыми покрывается (плакируется) поверхность зерен песка, используются фенолформальдегидные (резольные), мочевиноформальдегидные и наволачные смолы. Прочностные свойства оболочки формируются при нагреве и зависят от количества связующего в смеси, от температуры и продолжительности ее нагрева.
При выполнении данной лабораторной работы ставится задача исследовать влияние количества связующего смеси, температуры и продолжительности ее отвердения на прочностные свойства оболочки.
1.2. Порядок проведения лабораторной работы.
1.3. Прочность оболочек оценивается по испытанию
стандартных образцов - восьмерок на растяжение согласно ГОСТу 2189-72 с
применением рычажного прибора типа 081. Площадь поперечного сечения образца -
восьмерки в наиболее узком месте 6,25 см![]() .
Предел прочности на растяжение
.
Предел прочности на растяжение ![]() находим
по формуле:
находим
по формуле:
![]() (1)
(1)
где ![]() - разрушающая сила при испытании на растяжение,
кг;
- разрушающая сила при испытании на растяжение,
кг;
![]() -
площадь поперечного сечения узкого места образца для стандартного образца
-
площадь поперечного сечения узкого места образца для стандартного образца ![]() см
см![]() ;
;
![]() - эмпирический коэффициент.
- эмпирический коэффициент.
1.2.2. При исследовании влияния количества связующего на прочность оболочки испытанию подлежат три вида смеси, содержащих разное количество (c) смолы.
1.2.3. Нагретое до 250 ![]() С
и связанная разделительным покрытием металлические ящики для изготовления
образцов на растяжение засыпается плакированная смесь. Из каждого вида
испытуемой смеси изготавливается по пять образцов.
С
и связанная разделительным покрытием металлические ящики для изготовления
образцов на растяжение засыпается плакированная смесь. Из каждого вида
испытуемой смеси изготавливается по пять образцов.
1.2.4. После выдержки в течение 300 с избыток смеси
счищается и заполненные смесью металлические ящики помещаются в лабораторную
печь типа 0,97, нагретую до температуры 300 ![]() С.
С.
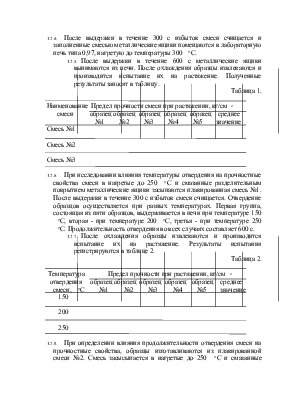
1.2.5. После выдержки в течение 600 с металлические ящики вынимаются из печи. После охлаждения образцы извлекаются и производится испытание их на растяжение. Полученные результаты заносят в таблицу.
Таблица 1.
 |
Наименование Предел прочности смеси при растяжении,
кг/см![]()
![]()
![]()
![]()
![]()
![]()
![]() смеси образец образец образец
образец образец среднее
смеси образец образец образец
образец образец среднее
![]() №1 №2 №3 №4 №5 значение
№1 №2 №3 №4 №5 значение
Смесь №1
Смесь №2
Смесь №3
1.2.6. При исследовании влияния температуры
отвердения на прочностные свойства смеси в нагретые до 250 ![]() С
и смазанные разделительным покрытием металлические ящики засыпаются
плакированная смесь №1. После выдержки в течение 300 с избыток смеси счищается.
Отвердение образцов осуществляется при разных температурах. Первая группа,
состоящая из пяти образцов, выдерживается в печи при температуре 150
С
и смазанные разделительным покрытием металлические ящики засыпаются
плакированная смесь №1. После выдержки в течение 300 с избыток смеси счищается.
Отвердение образцов осуществляется при разных температурах. Первая группа,
состоящая из пяти образцов, выдерживается в печи при температуре 150 ![]() С,
вторая - при температуре 200
С,
вторая - при температуре 200 ![]() С,
третья - при температуре 250
С,
третья - при температуре 250 ![]() С.
Продолжительность отвердения во всех случаях составляет 600 с.
С.
Продолжительность отвердения во всех случаях составляет 600 с.
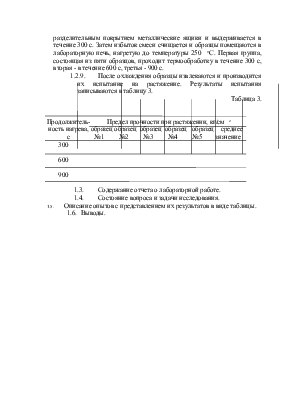
1.2.7. После охлаждения образцы извлекаются и производится испытание их на растяжение. Результаты испытания регистрируются в таблице 2.
Таблица 2.
![]()
![]()
![]()
![]()
Температура Предел прочности при
растяжении, кг/см![]()
![]()
![]()
![]()
![]()
![]()
![]() отвердения образец образец образец образец
образец среднее
отвердения образец образец образец образец
образец среднее
![]() смеси,
смеси, ![]() С
№1 №2 №3 №4 №5 значение
С
№1 №2 №3 №4 №5 значение
150
200
250
1.2.8. При определении влияния продолжительности
отвердения смеси на прочностные свойства, образцы изготавливаются из
плакированной смеси №2. Смесь засысыпается в нагретые до 250 ![]() С
и смазанные разделительным покрытием металлические ящики и выдерживается в
течение 300 с. Затем избыток смеси счищается и образцы помещаются в
лабораторную печь, нагретую до температуры 250
С
и смазанные разделительным покрытием металлические ящики и выдерживается в
течение 300 с. Затем избыток смеси счищается и образцы помещаются в
лабораторную печь, нагретую до температуры 250 ![]() С.
Первая группа, состоящая из пяти образцов, проходит термообработку в течение
300 с, вторая - в течение 600 с, третья - 900 с.
С.
Первая группа, состоящая из пяти образцов, проходит термообработку в течение
300 с, вторая - в течение 600 с, третья - 900 с.
1.2.9. После охлаждения образцы извлекаются и производится их испытание на растяжение. Результаты испытания записываются в таблицу 3.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.