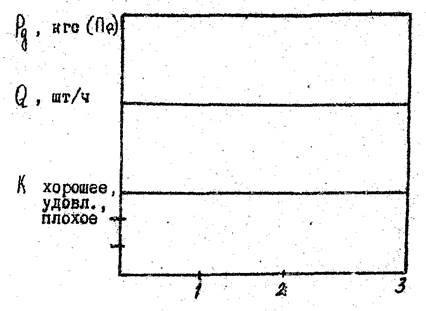
Анализируя график зависимости между действительным усилием штамповки, производительностью процесса и качеством поковки, необходимо в выводах о проделанной работе рекомендовать оптимальный режим объемной штамповки.
2.5 ОТДЕЛОЧНЫЕ ОПЕРАЦИИ ПОСЛЕ ШТАМПОВКИ
К отделочным операциям относятся обрезка облоя (перемычки), правка, калибровка, очистка поковки.
Обрезка облоя производится для малых поковок в холодном, для крупных - в нагретом состоянии.
Обрезной штамп (рис.2) состоит из обрезной матрицы 1, закрепленной на башмаке, и обрезного пуансона 3. Режущим элементом является матрица;
Обрезной штамп
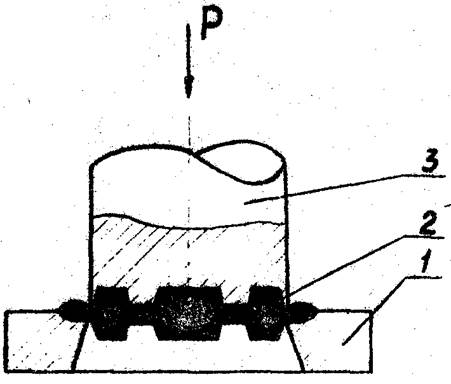
Рис. 2
1 - обрезная матрица; 2 -черновая поков-ка о облоем; 3 - пуансон
Частным случаем заусенца является перемычка. Для получения сквозного отверстий перемычку удаляют прошивным пуансоном. Режущим элементом является пуансон.
Контур обрезной матрицы следует точнее подгонять по контуру поковки, так как всякая неточность при обрезке вызывает дополнительную зачистку на наждачном круге или вручную.
Операции обрезки могут осуществляться за один или несколько ходов правее в комбинированном штампе.
Правка штампуемых поковок заключается в исправлении формы при возможных ее искривлениях при обрезке облоя. Правка мелких поковок производится в холодном состоянии, крупных - в горячем.
Калибровка производится с целью уточнения размеров, массы, формы и придания поверхности высокого качества. Холодная калибровка точнее горячей. Последняя производится для крупных заготовок.
Различает плоскостную и объемную калибровки. Объемная калибровка, точность которой па 30 - 40 % ниже плоскостной обеспечивает высокое качество поверхности поковки. Эту операций осуществляют в соответствующем штампе. При образовании заусенца последний удаляют.
Комбинированная калибровка заключается в последовательном применении сначала объемной, а затем плоскостной калибровки, точность которой идет в возрастающей степени. Перед калибровкой поковки очищают от окалины и подвергают отжигу или нормализации.
Очистку поковок от окалины производят:
1) в барабанах, где в результате вращений и соударении одной детали о другую или о специально загруженные туда шарики или звездочки происходит очистка.
2) в дробеметных аппаратах.
3) травлением в серной кислоте концентрацией 18 - 20 % с добавкой соляной кислоты, после чего заготовку промывают водой, нагретой до 70 °С, иногда с примесью щелочи.
Лучшей считается дробометная очистка.
2.6. СОДЕРЖАНИЕ 0ТЧЁТА
Отчет должен содержать:
I) название работы;
2} цель работы;
3) порядок изготовления поковки;
4) обработку полученных результатов;
3) рекомендуемый, оптимальный режим объемной штамповки.
2.7. КОНТРОЛЬНЫЕ ВОПРОСЫ
1) Что такое объемная штамповка?
2) Назовите её достоинства и недостатки по сравнению с прокаткой, прессованием, волочением, свободной ковкой.
3) Какие вида штампов Вы знаете?
4) Одинаков ли вес заготовки при открытой и закрытой штамповке?
5) Когда применяется одно- и многоручьевые штампы?
6) Как определить вес и габариты заготовки?
7) Что предусматривается в ручьях штампа для облегчения выемки поковки?
в) Как удаляются облой и перемычка на поковках?
9) Что такое правка и калибровка поковок и для чего они проводятся?
10) Какие операции очистки поковок Вы знаете?
11) Чем характеризуется оптимальный режим объемной штамповки?
2.8.БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Технология металлов и других конструкционных материалов /Под ред. проф. Дубинина Н.П. -М.: высшая школа, 1969.-С.249-279.
2% Технология металлов и других конструкционных материалов /Под ред. Проф. Полухина П.И. -М.: Высшая школа, 1970.-С.399-414»
Лабораторная работа 3
Влияние давления на механические свойства заготовки до и после литья.
3.1. Цель работы - закрепить знания о явлениях, сопровождающих холодную пластическую деформацию; изучить влияние степени холодной деформации на механические свойства металлов.Освоить методы и средства измерений лабораторного оборудования и инструмента.
3.2. Теоретическое введение
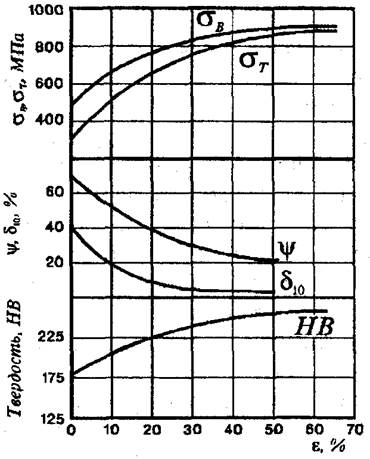
Рис. 1. Диаграмма изменения механических свойств стали, содержащей 0,27 % С, при холодном волочении
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.