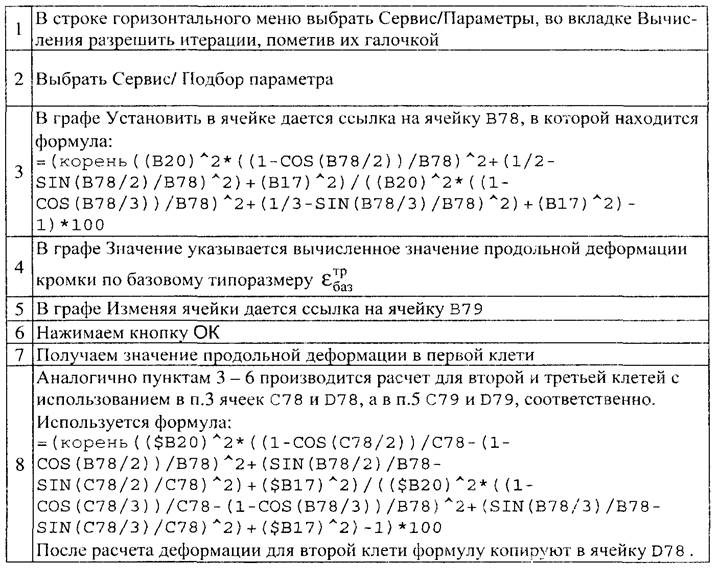
Применяется надстройка Подбор параметра следующим образом:
Далее по известным формулам, , рассчитываются геометрические параметры очага деформации, позволяющие уравновесить значения продольных деформаций кромок на участке открытых калибров (рис. 4).
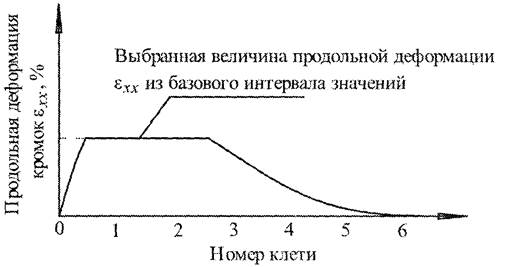
Рис. 4. Продольные деформации кромки заготовки, уравновешенные на участке открытых калибров
Геометрические параметры очага деформации при равных значениях продольных деформаций кромок по клетям представлены в табл.3
Рассмотренные методы и приемы решения теоретических и технологических задач с помощью электронных таблиц Excel являются основой для дальнейшего успешного их применения в области компьютерного моделирования (оптимизационного и имитационного) как технологических процессов, так и режимов работы оборудования.
Заложенный в Excel «потенциал» быстрого пересчета данных в связанных ячейках позволяет наглядно прогнозировать и находить лучшие решения, тем самым существенно повышая эффективность инженерного труда.
Еще одним весьма перспективным направлением является разработка программ на языке VBA и выполнение их непосредственно в среде Excel, что также позволяет существенно облегчить и автоматизировать работу пользователя.
5.4.Контрольные вопросы.
К какой группе процессов относится процесс продольной деформации?
Изобразите эскиз продольного профиля очага деформации стана ТЭСА- 20 и перечислите его основные участки?
Охарактеризуйте назначение основных участков?
Охарактеризуйте основные параметры очага деформации?
Обоснуйте выбор диаметра валков по зависимости Ю.М.Матвеева?
5.5.БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Потапов И.Н., Коликов А.П., Друян В.М. Теория трубного производства. М.: Металлургия, 1991.
2. Матвеев Ю.М., Ваткин Я.Л. Калибровка инструмента трубных станов. М.: Металлургия, 1970.
3. Машины и агрегаты трубного производства: Учеб. пособие для вузов/ А.П. Коликов, В.П. Романенко, СВ. Самусев и др. М.: МИСиС, 1998.
4. Технология трубного производства: Учеб. для вузов/ В.Н. Данченко, А.П. Коликов, Б.А. Романцев, СВ. Самусев. М.: Интермет Инжиниринг, 2002.
5. Самусев СВ., Матвеев М.Ю., Рымов В.А. Алгоритмы расчета калибровки валков трубоформовочного стана. Пластическая деформация металлов и сплавов:// Науч. тр. МИСиС. М.: Металлургия, 1979. №118.
6. Калибровка инструмента трубоформовочного стана: Обзорная информация/ СВ. Самусев, В.А. Рымов, И.Н. Потапов и др. М.: Металлургия, 1983. № 2.
7. Рымов В.А., Полухин П.И., Потапов И.Н. Совершенствование производства сварных труб. М.: Металлургия, 1983.
8. Додж: М., Кината К., Стинсон К. Эффективная работа с Microsoft Excel 97. СПб.: Питер, 1998.
9. Биллинг В.А., Дехтяръ М.И. VBA и Office 97. Офисное программирование. М.: Русская Редакция ТОО «Channel Trading Ltd.», 1998.
Приложение 1
«Комсомольский - на - Амуре государственный технический университет»
КАФЕДРА «МАШИНЫ И ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА»
ОТЧЕТ
о лабораторной работе
------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
Студент -----------------------
Группа-------------------------
Преподаватель---------------
Комсомольск-на-Амуре 2008
Приложение 2
Переводная таблица значений твердости по Бриннелю, Роквеллу и Шору
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.