Процесс раздачи труб на жестком пуансоне широко используется в производстве летательных аппаратов для изготовления обтекателей, переходников и разнообразных конусообразных оболочек. По сравнению с процессами раздачи труб эластичными, жидкостными или газовыми средами деформирование заготовки на жестком пуансоне просто в осуществлении и позволяет осуществлять формообразование с нагревом материала заготовки, увеличивая тем, самым его пластические свойства.
Большую номенклатуру конических и оживальных деталей получают в нестационарном очаге деформации без выхода заготовки на цилиндрический участок пуансона, в то же время ряд деталей, имеющих цилиндрические концевые учстки, изготавливают в стационарном очаге деформации.
Процесс раздачи труб может осуществляться как по традиционной схеме, так и в условиях температурно-силовой интенсификации, проводимой с целью расширения предельных возможностей формоизменения или с целью получения детали с заданном распределением толщины стенки. Характер распределения толщины стенки по образующей влияет на равнопрочность детали и ее весомые характеристики. Распределение толщины стенки зависит от схемы процесса раздачи, технологических режимов ведения процесса и от вида очага деформации, в котором осуществляется формообразование детали,
Изготовление детали с заданным распределением толщины стенки- одна из задач работы.
1.3.ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
Раздача - формообразующая операция листовой штамповки, заключающаяся в увеличении размеров поперечного сечения части полой заготовки путем одкновременного воздействия инструмента по всему периметру (ГОСТ 18970-84).
Технологические схемы процессов раздачи труб жестким пуансоном, которые нашли широкое применение при изготовлении хонусообразных деталей, приведены на рис. I.
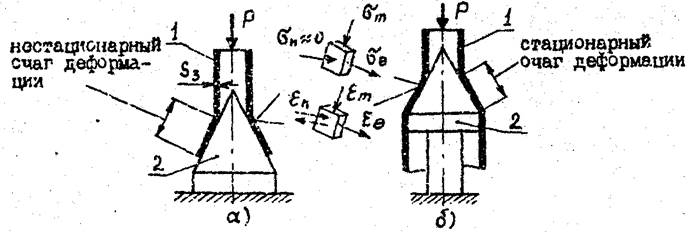
Рис. I. Традиционные процессы раздачи труб
Формоизменение трубчатой заготовки I (рис. I.) осуществляется по пуансону 2 под действием деформирующего усилия Р.
На рис. I. а) изображен процесс раздачи трубы в нестационарном очаге деформации, на рис. I. б) - процесс раздачи в стационарном очаге деформации.
Очагом деформации называется та часть (зона) заготовки, где развиваются пластические деформации материала. Нестационарный очаг деформации характеризуется изменением размеров зоны деформации во времени. При стационарном очаге деформации размеры зоны пластической деформации остаются постоянными.
В обоих процессах деформирования заготовка находится в условиях плоского напряженного состояния (сжатие в меридиональ ном и растяжение в окружном направлениях) и в объемном деформированном состоянии (сжатие в меридиональном, растяжение в окружном, сжатие или растяжение в направлении толщины стенки). Кромка заготовки деформируется в условиях линейного растяжения (до ее выхода на цилиндрический участок пуансона).
Основным недостатком раздачи трубы в нестационарном оча ге деформации (рис. 1 а) является повышенная разнотолщинность получаемой детали, вызванная интенсивным утонением материала а зоне кромки.
При раздаче трубы в стационарном очаге деформации (рис. I. б) разнотолщинность получаемой конической части детали существенно ниже, однако этот способ требует повышенного расхода материала.
Традиционные способы раздачи не позволяют управлять распределением толщины стенки по образующей. В нестационарном очаге деформации толщина стенки убывает примерно по линейному закону от
S = S3
в зоне начала деформации до S = S3 ![]() на
кромке (здесь Кр - коэффициент раздачи, равный отношению исходного диаметра
трубы к диаметру кромки получаемой детали). В стационарном очаге деформации
толщина стенки немного увеличивается в средней части заготовки и уменьшается к
кромке, при этом в зоне наибольшего диаметра детали толщина стенки близка к исходной.
на
кромке (здесь Кр - коэффициент раздачи, равный отношению исходного диаметра
трубы к диаметру кромки получаемой детали). В стационарном очаге деформации
толщина стенки немного увеличивается в средней части заготовки и уменьшается к
кромке, при этом в зоне наибольшего диаметра детали толщина стенки близка к исходной.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.