Во введении кратко отражаются основные направления экономического и социального развития, задачи, поставленные по развитию авиадвигателестроения, а также задачи, решаемые в дипломном проекте.
3.3 Конструктивно-технологическая проработка объекта производства
3.3.1 Общая характеристика проектируемого объекта
Этот раздел должен содержать краткое описание назначения и условий эксплуатации заданного узла, детали или другого объекта производства.
3.3.2 Анализ технологичности узла
Общие требования к технологичности конструкции изделий приведены в ГОСТ 14.201-83 и ГОСТ 18.831-83. Основные критерии и требования к технологичности изложены в (11, с.144 -155).
Количественная оценка технологичности узла производится по основных и дополнительным показателям [33].
Основной задачей анализа технологичности узла является выявление его конструктивных элементов и технических требований, которые без достаточной технической необходимости усложняют сборку и которые, нарушая рабочие функции и надежность узла, могут быть изменены и приведены к рациональным формам и оптимальному уровню. Для того чтобы это можно было выполнить, необходимо тщательно изучить условия работы узла, последовательность сборки.
При анализе технологичности узла должны быть сделаны проверочные расчеты размерных цепей и определены оптимальные условия их замыкания,
Размеры деталей, как и положение деталей в собранном узле, взаимосвязаны и взаимозависимы. Изменение размера одной детали вызывает изменение размеров или положения другой или нескольких деталей этого узла. Эта взаимозаменяемость деталей в собранных узлах характеризуется размерными связями деталей, образующими сборочные размерные цепи. При сборке наиболее распространенными являются линейные размерные цепи. Решают размерную цепь путем составления уравнения номинальных размеров и построения геометрической схемы цепи, что облегчает анализ (5, с.40) и расчет допусков.
В качестве примера рассмотрим узел осевого компрессора, проведя проверочный расчет долевого зазора между передним торцом диска VIII ступени и торцом внутреннего полукольца (рис. 3.1)
Данные для составления и решения уравнения размерной сборочной цепи (в мм): А1 = 200+0,2; А2 = 48+0,4; A3 = 20,5+0,3; А4 = 24-0,28; А5 = 160-0,24; А6 = 3,2-0,04; А7 = 40-0,01; А8 = 0,3-0,04.
Максимальный зазор Δmax определяется по формуле:
![]() , (3.1)
, (3.1)
Подставив
приведенные выше значения, получим: 
Минимальный зазор Δmin определяется по формуле:
![]() , (3.2)
, (3.2)
Подставив
цифровые значения, получим: 
Допуск
на зазор составит,
таким образом: 
Предположим, что
по техническим
условиям величина
долевого зазора должна находиться в пределах от
2,7 до 3,5 мм, т.е. с допуском 
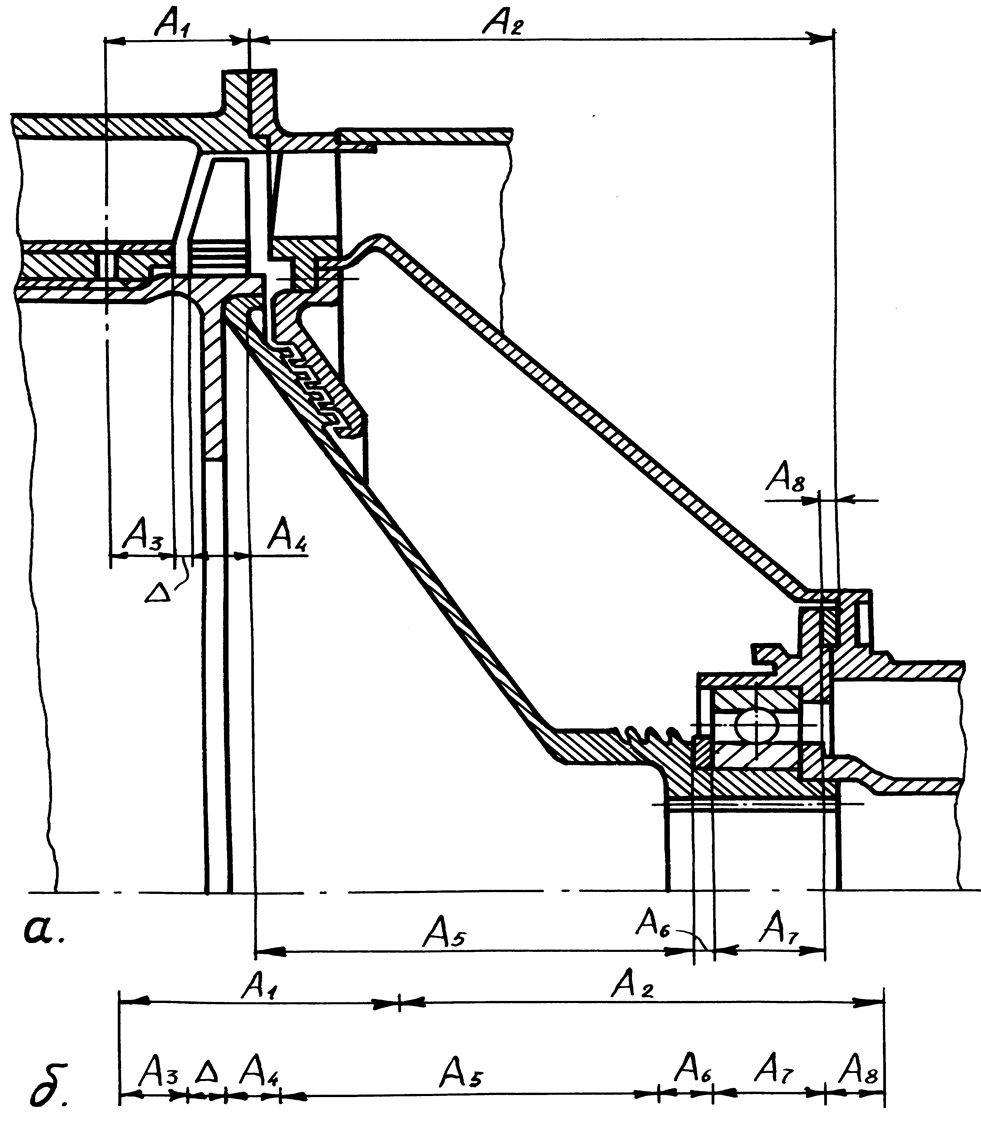 |
а) конструкция узла;
б) схема размерной цепи
Рассматривая размерную цепь, состоящую из A1 – А8 звеньев, видим, что требуемый долевой зазор может быть получен одним из последующих двух способов:
1. Изготовлением размеров звеньев А1 – А8 с большей точностью.
2. Введением в размерную цепь компенсирующего звена, позволяющего регулировать в определенных пределах один из размеров. В нашем случае это размер прокладки А8.
Величина, компенсации ![]() или изменение размера A8 должна быть равна разнице между суммой допусков составляющих
размеров и заданным допуском на зазор
или изменение размера A8 должна быть равна разнице между суммой допусков составляющих
размеров и заданным допуском на зазор ![]() и
определяется по формуле (3.3).
и
определяется по формуле (3.3).
 , (3.3)
, (3.3)
где: ![]() - допуски на размеры
составляющих звеньев.
- допуски на размеры
составляющих звеньев.
В качестве компенсирующего звена применяют набор прокладок разной толщины.
Число n прокладок (ступеней) определяют по формуле (3.4):
 , (3.4)
, (3.4)
В примере n = 1,6 / 0,8 + 1 = 3
Размер каждой прокладки (ступени) определяются по формуле (3.5):
 , (3.5)
, (3.5)
В примере размеры прокладок составят: К1 = 0,3-0,04; К2 = 0,83-0,04; К3 = 1,36-0,04.
С введением компенсаторов (в нашем случае прокладка с расчетными размерами) точность сборки обеспечивается изменением размера одной детали в размерной цепи. Все же остальные детали могут обрабатываться с расширенными допусками, наиболее приемлемыми для данных производственных условий.
При составлении схемы сборки в ряде случаев, для увеличения технологичности сборки узла приходится изменять конструкцию отдельных деталей. Предлагаемые конструктивные изменения согласовываются с К.Б.
Анализируя технологичность узла, необходимо оценить степень унификаций всех соединений и применяемых при этом нормализованных и специальных деталей. Степень унификации деталей узла оценивается по коэффициенту унификации, который определяется по формуле (3.6):
 , (3.6)
, (3.6)
где: Дн, Ду - соответственно число нормализованных и унифицированных деталей в данном изделии;
Дз - число деталей, заимствованных из ранее выпускаемых изделий;
Д - общее число деталей в узле.
Аналогично по формуле (3.7) определяется коэффициент унификации соединений в узле:
![]() , (3.7)
, (3.7)
где: ![]() -
число унифицированных соединений в узле;
-
число унифицированных соединений в узле;
![]() - общее число соединений.
- общее число соединений.
Анализируются и другие коэффициенты унификации [33].
3.3.3 Анализ технологичности детали
Анализ и отработка технологичности детали производится раздельно с позиции заготовительного процесса и процессов обработки (11, c. 147-155). Задача анализа: выявление технологически неоправданных конструктивных элементов и требований к ним, ухудшающих технологичность, т.е. вызывающих затруднения при обработке и без достаточных оснований увеличивающих трудоемкость и себестоимость изготовления деталей.
Анализ целесообразно проводить в следующей последовательности:
а) рассматривается обоснованность назначенных материалов и термообработки и выявляется возможность изменения марки материала в целях улучшения обрабатываемости и унификации материалов;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.