|
Наименование |
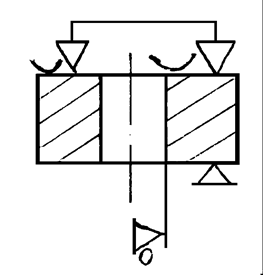
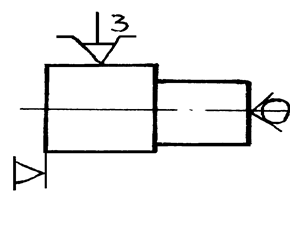
Обозначение на видах (спереди) |
Вид крепления |
Обозначение |
||
|
неподвижная подвижная плавающая |
В кондукторе с центрированием на цилиндрический палец с упором на три опоры и с электроприводным устройством двойного зажима, имеющим сферические поверхности. |
|
|||
|
неподвижные вращающиеся |
В трехкулачковом патроне с упором в торец с поджимом вращающимся центром и подвижным люнетом |
|
|||
|
одиночный цилиндрическая оправа поводковый патрон |
Более подробные рекомендации по разработке ТП для процессов обработки резанием приведены в [11, с. 34, 35, 85-90] [18, с,124-134], [51, 21 и др.], для обработки на станках с ЧПУ [18, с.194-198], [14, 28, 29, 34, 62 и др.].
Проектирование ТП, этапы, содержание и последовательность работ по автоматизированному проектированию приведены в ГОСТ 14.416-83.
Содержание работ по проектированию операций электрохимической, электрофизической и ультразвуковой обработки совещено в [3]. Последовательность по содержанию операций изложена: для процессов ЭХО [65, с.147-148], [6, с.131-134]; для процессов ЭФО [6, с.302].
Разработанный технологический маршрут позволяет студенту наглядно представить последовательность обработки детали. Он утверждается, а затем оформляется студентом в соответствии с ГОСТ 3.1105-84 форма 3.
3.4.7 Выбор средств технологического оснащения
Выбор средств технологического оснащения производится по ГОСТ 14,301-83 и основывается на анализе затрат на реализацию технологического процесса в установленный промежуток времени при заданном количестве изделий.
3.4.7.1 Станки, средства механизации и автоматизации
Выбор технологического оборудования производится в соответствии с ГОСТ 14.304-83 и определяется:
1. Соответствием требуемой точности и основных размеров станка обрабатываемой детали.
2. Производительностью станка, которая должна соответствовать заданной программе обрабатываемых на ней деталей.
3. Возможностью полного использования станка по мощности и по времени.
4. Стоимостью станка.
Обычно для обдирочных операций целесообразно использовать станки с большими подачами и большой мощностью, для окончательных - скоростные станки с малыми подачами. Окончательный выбор станка осуществляется на основании технико-экономического сравнения.
Рекомендуется использовать станки отечественного производства. При выборе станков можно пользоваться справочной литературой и каталогами станков [19, 31, 35, 51, 52, 55 и др.].
Станки с устройствами ЧПУ следует выбирать третьего поколения со встроенными микропроцессорами, обеспечивающими прямое управление группой станков от микро-ЭВМ. Требования к составным элементам ГПС приведены в [34, с.309].
Выбор средств механизации и автоматизации в соответствии с ГОСТ 14.309-74 производится на основе качественной и количественной оценки. Особое значение имеет выбор в системах ГАП транспортно-складских систем, промышленных роботов с числовыми системами микропроцессорной техники [63, с. 125 – 143], [22, 28, 32, 35, 44 и др.]. При выборе станков с ЧПУ и ГАП необходимо определить эффективность их использования. Методические указания по этому вопросу приведены в [62, с. 40-54]
Общие требования к организации и последовательности автоматизированного решения задач обеспечения производства технологических оборудованием и оснасткой изложены в ГОСТ 14.314-74 и ГОСТ 14.315-74.
3.4.7.2 Станочные приспособления
Выбранное приспособление должно способствовать повышению производительности и точности обработки, улучшению условий труда. В технологической карте должны указываться все применяемые приспособления (как для крепления детали, так и для крепления инструмента). При выборе инструмента следует руководствоваться следующими соображениями:
- возможность использования универсальных приспособлений;
- при использовании специального приспособления, обусловленном экономической целесообразностью, применяют высокопроизводительные многоместные приспособления. Они должны быть просты по конструкции, удобны в эксплуатации, обеспечивать механизированный зажим детали.
ГОСТ 14.305-73 предусматривает 6 систем технологической оснастки, которые предназначены для выполнения различных видов работ в зависимости от типа производства. При выборе приспособлений можно пользоваться литературой [4, 7, 10, 23 и др.].
Для станков с ЧПУ требуются приспособления, обеспечивающие более высокую жесткость, точность и надежность крепления. Методические указания по этому вопросу приведены [62, с.107-125].
В соответствии с заданием специальная технологическая оснастка проектируется с необходимыми технико-экономическими расчетами (см .раздел 3.6.1.).
3.4.7.3 Режущий инструмент
При выборе режущего инструмента рекомендуется использовать стандартный инструмент, режущая часть которого изготавливается из быстрорежущих сталей: Р9М4К8, Р6М5К5 и др., твердые сплавы ВК3М, ВК6М, ВК8, ТТ10К8Б, Т15К6, Т30К4, Т14К8, МС121, МС2210 и др., в том числе с износостойкими покрытиями. Выбор материала инструмента зависит от формы и размеров инструмента, режимов резания, обрабатываемого материала и условий обработки (наличие СОТС и др.). Марку твердого сплава выбирают по ГОСТ 3882-74 или по нормативам [39].
Для эффективной обработки на станках о ЧПУ и ГАП большое значение имеет рациональное инструментальное обеспечение. Инструмент должен быть жестким, точным и надежным и обеспечивать автоматическую быстросменность. Для этой цели используют: сменные многогранные пластины (ГОСТ 19042-80), систему блочного инструмента и др. Систему инструментального обеспечения станков с ЧПУ и ГАП по [63, с. 93-107].
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.