ПРОИЗВОДСТВО ЗАГОТОВОК ЛИТЬЕМ
Для производства заготовок литьем необходимо расплавленный металл залить в полость литейной формы. В зависимости от назначения литой заготовки, программы выпуска, химического состава и других особенностей, к заготовке предъявляются различные технические требования, которые можно обеспечить, используя те или иные способы литья. Заготовки могут быть произведены в разовые литейные формы, которые разрушают после охлаждения расплавленного металла, также заготовки могут быть получены литьем в постоянные формы из металла, которые позволяют произвести сотни и тысячи заготовок до износа формы. Для производства литых заготовок также могут быть использованы так называемые полупостоянные формы из керамики, гипса, графита, которые выдерживают несколько заливок расплавленного металла.
При получении заготовок литьем необходимо внимательно отнестись к выбору материала, т.к. он оказывает существенное влияние на стоимость (О.С.) чугунов, сталей, сплавов.
|
Материал |
Чугун |
Сталь |
Сплавы |
||||
|
серый |
модифицированный |
ковкий |
углеродистая |
Низколегированная |
цветные |
высоколегированные |
|
|
О.С. |
1 |
1,1 |
1,3 |
1,8 |
2,5 |
3…6 |
6…8 |
Отсюда следует, что себестоимость стальной отливки в 1,8...2,5 раза, а цветных и высоколегированных сплавов в 3...8 раз выше себестоимости чугунных заготовок. Кроме того, литейные свойства чугунов существенно лучше, чем стали, что обеспечивает более широкое распространение чугунов для производства отливок.
ПО ЗИЛ для выпуска 200000 грузовых автомобилей производило 382 тыс. т отливок, среди которых 170 тыс. т отливок из серого чугуна, 120 тыс. т из высокопрочного чугуна, по 20 тыс. т из ковкого чугуна и стали, 50 тыс. т из алюминиевых сплавов, до 1 тыс. т из медных сплавов, до 0,5 тыс. т из цинковых сплавов. При этом основными способами производства отливок являлись литье в песчано-глинистые формы (этим способом получали 75...80% всех отливок), литье в кокиль (10...12% отливок), литье под давлением (2,5...3,0% отливок), литье по выплавляемым моделям (0,5...1%); в небольшом объеме использовались литье в оболочковые формы и центробежное литье.
6.1. ЛИТЕЙНЫЕ СВОЙСТВА СПЛАВОВ
Получение качественных литых заготовок зависит от литейных свойств металла: жидкотекучести, усадки, газопоглощения и склонности к образованию трещин. Рассмотрение указанных свойств позволяет выявить требования к технологическому процессу литья.
Жидкотекучесть. Под жидкостекучестью понимают способность расплавленного металла течь по каналам литейной формы, заполняя ее полость.
Жидкотекучесть зависит от химического состава сплава, температуры заливки, теплопроводности формы и других факторов. Установлено, что жидкотекучесть увеличивается с повышением в сплаве содержания углерода, алюминия, кремния, фосфора, меди и уменьшается с ростом в сплаве содержания серы, кислорода, хрома. Из приведенных данных видно, что чугуны обладают лучшей жидкотекучестью, чем стали (чугуны имеют большее содержание углерода), а также силумины (сплав алюминия с кремнием). В связи с изложенным, сечение литниковой системы, по которой течет жидкий металл при заполнении формы при производстве стальных отливок, должно быть больше в 1,5...3 раза, чем при производстве чугунных отливок. При этом необходимо принимать меры для уменьшения содержания в сплавах серы и кислорода.
Очевидно, что, чем выше жидкотекучесть, тем меньшая толщина стенки в литой заготовке может быть получена. Например, при изготовлении мелких отливок из серого чугуна в глинисто-песчаные формы минимальная толщина стенок составляет 3-4 мм, для средних - 8- 10 мм, а для крупных - 12-15 мм; для стальных отливок -5-7 мм, 10-12 мм, 15-20 мм соответственно.
Усадка. Металл при охлаждении уменьшается в объеме в жидком состоянии, при затвердевании в процессе кристаллизации и в твердом состоянии. Относительная линейная усадка У может быть определена из следующего выражения:
где LМ ,LС - абсолютные размеры модели и отливки соответственно. Относительная объемная усадка равна 3У. Наименьшую усадку имеют серый чугун и силумины (У = 0,9.. .1,3%); стали имеют большую усадку У= 1,8...2,5% (а объемная 3У до 7,5%).
В результате усадки металла в массивных частях отливки образуются усадочные раковины. Для предупреждения их образования предусматривают применение прибылей, из которых жидкий металл поступает в отливку в процессе ее затвердения. Отсюда следует, что количество и размер прибылей при получении стальных литых заготовок должны быть больше, чем при производстве чугунных заготовок, и доходить до 10% от объема стальной отливки. Следовательно, коэффициенты КВГ и КИМ в первом случае будут меньше, чем во втором, а себестоимость стальных заготовок будет больше, чем чугунных.
Газопоглощение. Это способность литейных сплавов в расплавленном состоянии растворять водород, азот, кислород и другие газы. С ростом температуры расплава растет растворимость газов. Таким образом, с одной стороны, увеличение температуры расплава металла повышает жидкотекучесть, а с другой стороны, приводит к насыщению расплава газом, уменьшает ее и увеличивает возможность образования газовой пористости. В связи с этим температура заливки металла равна (2. 5).
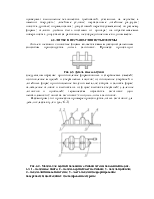
Склонность к образованию трещин. Образование трещин связано с появлением напряжений из-за неравномерного охлаждения отливки, а следовательно, неравномерной усадки отдельных ее частей, а также механического торможения усадки.
Участки отливки, имеющие большую и малую толщину, будут охлаждаться неравномерно. Массивная часть будет иметь более высокую температуру и будет стремиться расшириться, но соседний участок меньшего сечения будет мешать этому. Отсюда возникшие термические напряжения будут следующими: массивный участок испытывает напряжение сжатия, а более тонкий соседний участок - растяжения.
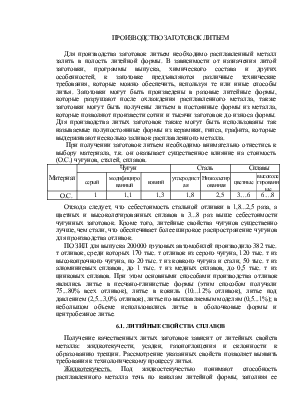
Механические напряжения в отливке 1 в радиальном направлении возникают в связи с тем, что ее усадке по диаметру dмешает стержень 2, а по длине L- форма 3 (рис. 6.1).
Для предупреждения образования значительных напряжений конструкция литой заготовки должна иметь равномерную толщину стенок, плавные переходы. Для устранения механического торможения усадки стержни и литейные формы должны иметь повышенную податливость, т.е. иметь способность легко деформироваться.
Трещины довольно часто образуются в отливках из углеродистых и легированных сталей, сплавов магния и многих алюминиевых сплавов.
6.2. УКРУПНЕННЫЙ ПЕРЕЧЕНЬ РАБОТ ПО ПРОИЗВОДСТВУ ЛИТЫХ ЗАГОТОВОК
Приготовление формовочных и стержневых смесей:
- подготовка моделей, стержней, литейной формы;
- подготовка шихты и получение расплава металла;
- заливка металла в форму и охлаждение отливки в форме;
- извлечение отливки из формы, удаление литников, прибылей;
- термическая обработка заготовки (используется не всегда);
- очистка заготовки;
- контроль заготовки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.