



























В термическое отделение партия изделий поступает на автокаре из механического цеха. Затем изделия разгружаются с помощью кран-балки и складируются на площадку временного хранения.
Далее изделия рабочим при помощи кран – балки передаются на площадку возле печи для их подготовки для нагрева в шахтной электрической печи. Подготовка изделий к нагреву заключается в зацеплении к детали специального приспособления для отжига плит. Затем изделия перемещают при помощи крана в печь, в которой далее осуществляется термическая обработка изделий. Таким образом, выполняется полный цикл нагрева в шахтной печи.
После выполненных операций термической обработки изделия выгружаются на площадку временного складирования также при помощи крана, где происходит охлаждение до температуры окружающей среды. Затем рабочие производят отцепление специальных приспособлений вручную.
Далее изделия поставляются на площадку временного складирования обработанных изделий откуда с помощью кран-балки и автокара возвращаются назад – в механический цех.
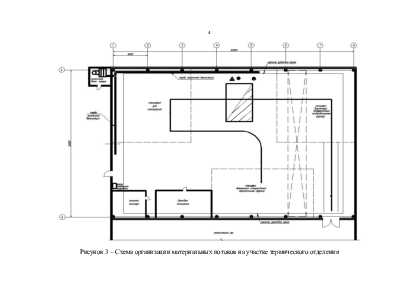
На основании спроектированного производственного процесса составлены схемы последовательности производственных операций (рисунок 2) и организации материальных потоков в термическом отделении (рисунок 3).
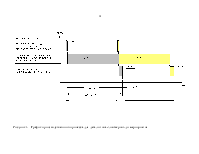
На рисунке 1 указан технологический маршрут изготовления деталей типа лонжерон.
 |
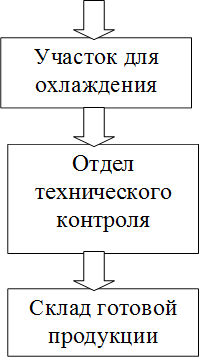 |
Рисунок 1 – Схема технологического маршрута изготовления
деталей типа лонжерон из сплава ВТ20
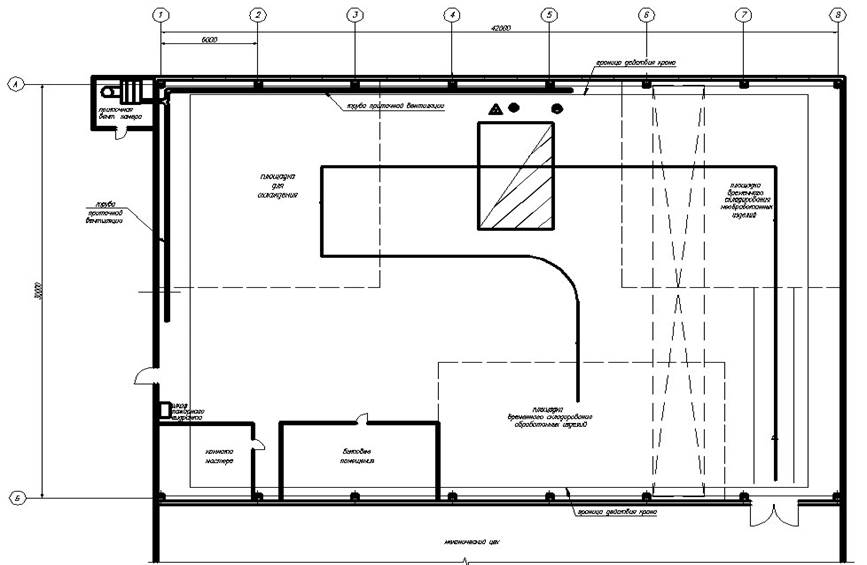
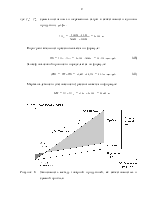
Рисунок 3 – Схема организации материальных потоков на участке термического отделения
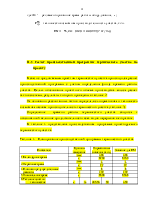
Производственная программа представляет собой систему плановых заданий по выпуску продукции, установленной номенклатуры и ассортимента. Показатели производственной программы планируются на последующий период времени с учетм проведенного анализа фактических результатов работы подразделения по отчетным данным за 4 месяца. Разработка нормативной базы этих показателей позволила использовать их в качестве обоснованной величины.
Объём производства в планируемом периоде определяется степенью интенсивного и экстенсивного использования оборудования и зависит от двух факторов: от производительности оборудования в единицу времени и от времени работы термического участка.
12.2.1 Обоснование часовой производительности термического участка
Часовая технически возможная и нормативная производительность термического участка (как производственной системы) определяется по формуле:
![]() ч (1)
ч (1)
где ![]() – масса садки, кг;
– масса садки, кг;
![]() – такт работы
технологической линии для жаропрочных болтов (технически возможный и
нормативный), ч.
– такт работы
технологической линии для жаропрочных болтов (технически возможный и
нормативный), ч.
Нормативный такт работы термического участка определяется по формуле:
![]() (2)
(2)
где ![]() – нормативный
коэффициент использования оборудования (применяется в пределах 0,75 ÷ 0,95 в
зависимости от степени автоматизации и механизации оборудования).
– нормативный
коэффициент использования оборудования (применяется в пределах 0,75 ÷ 0,95 в
зависимости от степени автоматизации и механизации оборудования).
12.2.2 Расчёт тактов работы основного и вспомогательного оборудования
Единый такт работы технологической линии выбирается из всех тактов работы основного и вспомогательных элементов термического участка. Критерием служат максимальные затраты времени.
С этой целью определяется технически возможные и нормативные такты процессов на основе методов технического нормирования элементов и микроэлементов операций с учетом существующих технологических режимов термической обработки продукции и технических характеристик оборудования.
Расчёт такта проводится по методике разработанной на кафедре экономики и менеджмента СибГИУ.
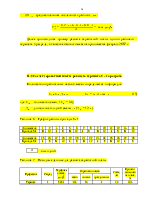
Расчёт тактов рассматривается на примере термической обработки изделия – «лонжерон», массой 500 кг.
Процесс термической обработки осуществляется садками изделий.
Таблица 1 – Характеристика оборудования
|
Наименование оборудование |
Назначение оборудование |
Количество оборудования |
|
Шахтная электрическая печь |
Нагрев изделий под отжиг |
1 |
Такт работы технологической линии для заданной детали состоит из следующих процессов:
- процесс формирования садки деталей;
- процесс собственно термической обработки заготовок для деталей в шахтном агрегате;
- процесс контроля твердости заготовок на стеллаже.
Технически возможный такт работы технологической линии для заданной садки с заготовками для деталей определяется из условия:
![]() (3)
(3)
где ![]() - такт процесса формирования садки
с заготовками для деталей, мин;
- такт процесса формирования садки
с заготовками для деталей, мин;
![]() – такт процесса собственно
термической обработки заготовок для деталей в шахтном агрегате, мин;
– такт процесса собственно
термической обработки заготовок для деталей в шахтном агрегате, мин;
![]() - такт процесса контроля твердости
заготовок на стеллаже, мин.
- такт процесса контроля твердости
заготовок на стеллаже, мин.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.