Такт процесса формирования садки с заготовками для деталей состоит из следующих процессов:
![]() (4)
(4)
где ![]() - время разгрузки рабочим с помощью
кран-балки заготовок с электрокара на площадку временного складирования, мин;
- время разгрузки рабочим с помощью
кран-балки заготовок с электрокара на площадку временного складирования, мин;
![]() - время формирования
садки рабочим с помощью специального приспособления для отжига плит, мин;
- время формирования
садки рабочим с помощью специального приспособления для отжига плит, мин;
![]() - время зацепления рабочим
кран-балкой садки с заготовками за специальное приспособление для отжига плит,
мин.
- время зацепления рабочим
кран-балкой садки с заготовками за специальное приспособление для отжига плит,
мин.
![]()
Такт процесса собственно термической обработки заготовок для деталей в шахтном агрегате определяется следующим образом:
![]()
![]() (5)
(5)
где ![]() - время отрывания шибера печи
рабочим, мин;
- время отрывания шибера печи
рабочим, мин;
![]() - время загрузки садки с заготовками
рабочим с помощью кран-балки в печь, мин;
- время загрузки садки с заготовками
рабочим с помощью кран-балки в печь, мин;
![]() - время закрытия шибера печи
рабочим и параллельное зацепление садки заготовками за крышку печи, мин;
- время закрытия шибера печи
рабочим и параллельное зацепление садки заготовками за крышку печи, мин;
![]() - время нагрева печи до нужной
температуры, мин;
- время нагрева печи до нужной
температуры, мин;
![]() – собственно технологическое время
нагрева и выдержки садки с заготовками в печи, мин;
– собственно технологическое время
нагрева и выдержки садки с заготовками в печи, мин;
![]() - время зацепления садки с
заготовками рабочим с помощьюкран-балки, мин;
- время зацепления садки с
заготовками рабочим с помощьюкран-балки, мин;
![]() - время открытия шибера печи
рабочим, мин;
- время открытия шибера печи
рабочим, мин;
![]() - время выгрузки из печи садки с
заготовками рабочим с помощью кран-балки на площадку для охлаждения, мин;
- время выгрузки из печи садки с
заготовками рабочим с помощью кран-балки на площадку для охлаждения, мин;
![]() - время естественного охлаждения садки
с заготовками на площадке для охлаждения, мин;
- время естественного охлаждения садки
с заготовками на площадке для охлаждения, мин;
![]() – время погрузки садки с заготовками
рабочим с помощью кран балки на электрокар, мин;
– время погрузки садки с заготовками
рабочим с помощью кран балки на электрокар, мин;
![]() – транспортировка на электрокаре
садки с заготовками на стеллаж контроля твердости, мин;
– транспортировка на электрокаре
садки с заготовками на стеллаж контроля твердости, мин;
![]()
![]()
Такт процесса контроля твердости заготовок на стеллаже определяется следующим образом:
![]() (6)
(6)
где ![]() – время захвата
заготовок со стеллажа контроля твердости,мин;
– время захвата
заготовок со стеллажа контроля твердости,мин;
![]() - время загрузки изделия рабочим при
помощи кран – балки в печь, мин;
- время загрузки изделия рабочим при
помощи кран – балки в печь, мин;
![]() - время контроля твердости заготовок
на твердомере, мин;
- время контроля твердости заготовок
на твердомере, мин;
![]() - время транспортировки заготовок на
склад готовой продукции, мин.
- время транспортировки заготовок на
склад готовой продукции, мин.
![]()
Таблица 2 – Выбор такта работы термической обработки технологической линии заготовок для детали «лонжерон» (до мероприятия)
|
Такты процессов |
Такт работы технологической линии |
||||||
|
формирования садки с заготовками для деталей на подготовительной площадке |
термической обработки заготовок для деталей в шахтном агрегате |
контроля твердости заготовок для деталей на стеллаже |
|||||
|
мин |
ч |
мин |
ч |
мин |
ч |
мин |
ч |
|
Технически возможные такты |
|||||||
|
6,5 |
0,11 |
479,42 |
7,99 |
25 |
0,42 |
479,42 |
7,99 |
|
Нормативный коэффициент использования оборудования |
|||||||
|
0,82 |
0,87 |
0,83 |
0,87 |
||||
|
Нормативные такты |
|||||||
|
7,92 |
0,132 |
551,1 |
9,18 |
30,12 |
0,5 |
551,1 |
9,18 |
![]()
![]()
![]()
При нормировании тактов соблюдается следующее условие:
![]()
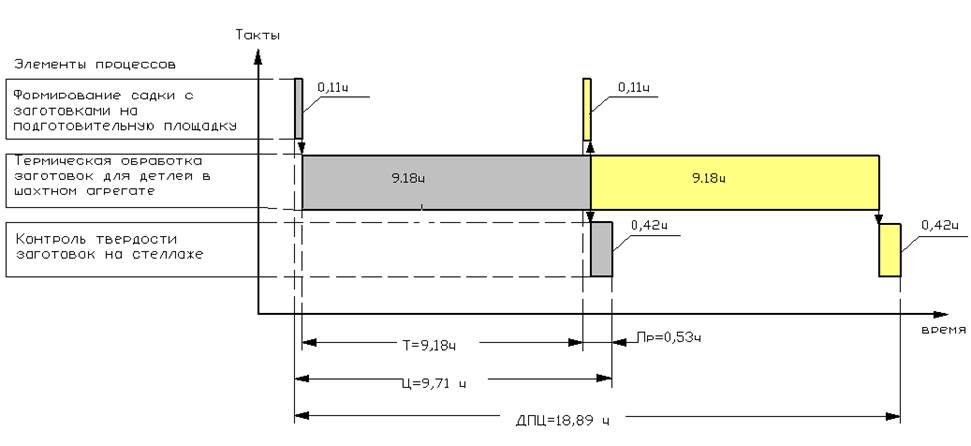
Рисунок 4 – График производственного процесса для детали типа «лонжерон» до мероприятия
Часовая технически возможная (нормативная) производительность термического участка для заданной номенклатуры изделий рассчитывается по формуле:
![]()
![]()
Часовая технически возможная (нормативная) производительность термического участка для остальных деталей номенклатуры определяется через коэффициенты трудности:
где ![]() - часовая технически возможная
(нормативная) производительность основного (заданного) базового профиля, кг/ч
- часовая технически возможная
(нормативная) производительность основного (заданного) базового профиля, кг/ч
![]() – коэффициенты трудности
– коэффициенты трудности
Коэффициент
трудности заданного профиля принимается равным единице ![]() =1. Остальные коэффициенты трудности i – тых деталей скорректированы по
сложности производства по отношению к базовому профилю:
=1. Остальные коэффициенты трудности i – тых деталей скорректированы по
сложности производства по отношению к базовому профилю:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Результаты расчетов сведены в таблицу 3.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.