Поштучное и групповое завертывание изделий. В позиции I (рис. 8.7) упаковочный материал накладывается на изделие, в позициях 11—IV осуществляется единичное завертывание. В позиции V происходит комплектование группы (тюбика) из пяти изделий. В позиции VI от ленты отрезается заготовка оберточного материала и накладывается сверху на тюбик. В позиции VII осуществляется завертывание тюбика. Затем происходит склеивание нижнего продольного шва и клапанов по торцам.
Такой способ может быть осуществлен либо в одной машине. либо в двух последовательно установленных машинах.
Упаковывание изделий в пленочные материалы. При фасовании изделий насыпью (рис. 8.8.а) лента 4 термоспаивающегося целло фана, заправленная между вертикальной направляющей 3 и фор мующим цилиндром 2. при протягивании вниз сворачивается в трубку. Образующийся при этом продольный шов трубки прижимается и прогревается электроутюгом 5 до температуры 120... 130 :С. Тем самым обеспечивается склеивание продольного шва. Затем обжимается, нагревается и склеивается поперечный шов трубки электронагревателем 7, который одновременно стягивает трубку вниз. Из дозатора 1 автомата в трубку поступает продукт. Далее обжимается, нагревается и склеивается поперечный шов 8 трубки над продуктом. Заполненный продуктом пакет отрезается ножницами 9 посередине верхнего склеенного поперечного шва 8. При этом нижний заклеенный торец пакетной трубки становится донышком следующего пакета.
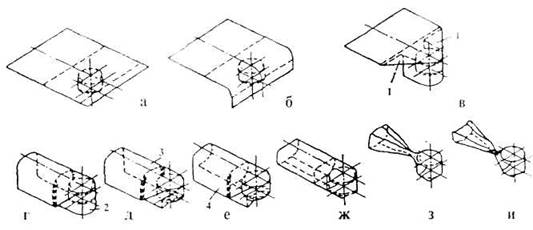
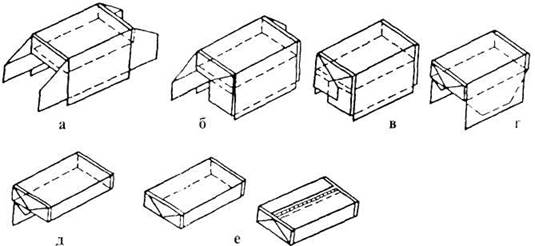
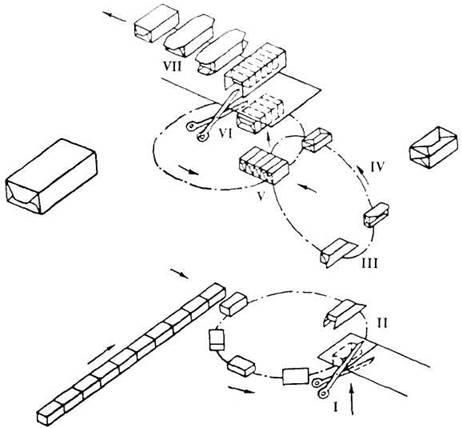
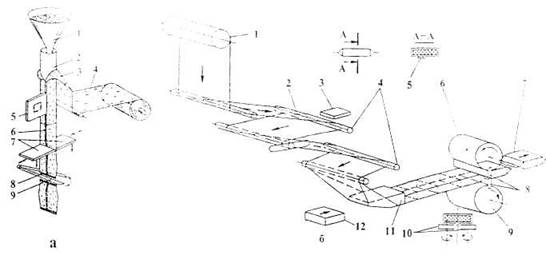
Рис. 8.8. Фасование изделий в пленочный материал:
а - насыпью; б — поштучно
Готовые пакеты (см. рис. 8.1,и) поступают на приемный лоток.
При фасовании дозирование сыпучего продукта производится по объему, массе или поштучно. Изделия (драже, карамель, какао-порошок) можно также фасовать в жесткие пачки из картона.
Поштучное упаковывание изделий термосклейкой продольного и двух поперечных шпон изображено на рис. 8.8.6. Применяется при использовании термос клеи на ющихся упаковочных материалов.
Упаковочный материал из рулона 1 (рис. 8.8,6) разматывается и огибает рил направляющих валиков 4. На упаковочном материале нанесен рисунок и черная метка 2, положение которой фиксируется фотоэлементом 3. Сигналы от него подаются на систему разматывающих роликов, ускоряя или замедляя их вращение. Тем самым фиксируется постоянство его расположения относительно изделия.
Леша упаковочного материала поступает на формующую голон-ку II, 1ле из нее формуется труба, периметр которой соответствует поступающему на завертывание изделию 12. Нагретыми роликами 10 сваривается продольный шор. 5, который затем прижимается к изделию. Прокатные ролики 6 и 9 перемешают упакованные изделия и нагретыми ножами 8 сваривают и разрезают поперечные швы в начале и конце изделия 7.
Контрольные вопросы
1. С какой целью упаковывают кондитерские изделия?
2. Какие существуют способы упаковывания кондитерских изделий?
3. Какие оберточные материалы применяются для упаковывания кондитерских изделий?
4. Как упаковывают кондитерские изделия в пленочные материалы?
Рис. 9.3. Машина с вертикальным ротором для завертывания карамели щей 17. Поданный в таком виде комплект упаковочного материала позволяет получить более аккуратно завернутое изделие.
Машина ЕУ для завертывания карамели с вертикальным ротором.
На рис. 9.3 изображена заверточная машина, предназначенная для завертывания карамели в «перекрутку».
Машина имеет загрузочный бункер 7 с вибролотком 8 и питающим диском 10 с ячейками, из которых карамель вместе с отрезанной этикеткой подается в захваты 4 вертикального ротора. Концы обертки закручиваются лапками 5, вращающимися на консольных валах, в верхней зоне ротора. Завернутая карамель выталкивается из захватов ротора на приемный лоток 9 при помощи качающегося рычага 6. Рулонные этикетки и подвертка подаются с бобин 3.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.