




















Введение.
Качество продукции в машиностроении находится в прямой зависимости от технического состояния оборудования и механизмов, их параметров, бесперебойной работы и точности. Поэтому для достижения высоких темпов роста производительности труда в машиностроении в широком плане производится работа по совершенствованию организации технического обслуживания и ремонта промышленного оборудования, внедрению в ремонтную практику прогрессивной технологии выполнения ремонтных работ. В данной ситуации необходимо как можно меньше затрачивать денежных средств на ремонт, но при этом, чтоб сохранялось необходимое качество и точность. Чтобы значительно снизить эти затраты необходимо по возможности изготовить и восстановить детали своими силами.
1. Краткое описание, назначение, техническая характеристика, смазка и условия работы. Технические условия на ремонт.
1.1. Назначение.
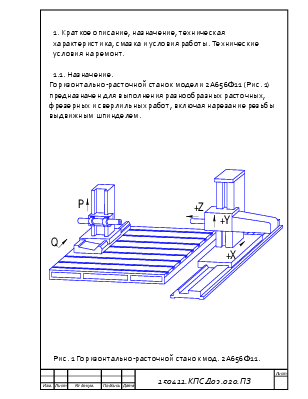
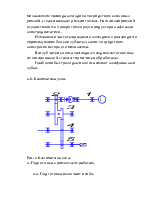
Горизонтально-расточной
станок модели 2А656Ф11 (Рис. 1) предназначен для выполнения разнообразных
расточных, фрезерных и сверлильных работ, включая нарезание резьбы выдвижным
шпинделем.  Рис.
1 Горизонтально-расточной станок мод. 2А656Ф11.
Рис.
1 Горизонтально-расточной станок мод. 2А656Ф11.
1.2 Условия эксплуатации.
.Окружающая среда должна быть невзрывоопасной, не содержать токопроводящей, абразивной и др. пыли, агрессивных паров и газов в концентрациях, разрушающих металлы и изоляцию. Относительная влажность воздуха не должна быть более 80% при 250С.
Значения предельных рабочих температур 50С…350С, значения рабочих температур с сохранением норм точности 180С…240С при допускаемом отклонении от установленного значения ±10С во время испытаний.
Станок должен быть изолирован от участков сварочных работ, от потоков воздуха, тепловой радиации, попадании на него прямых солнечных лучей. Вблизи станка не должно быть источников вибрации, тяжелых станков, прессов и т.д.
1.3. Схема смазки.
1.3.1. Смазка механизмов шпиндельной бабки и хвостовой части осуществляется от шестеренчатого насоса, через фильтр по системе трубок.
Смазка механизма съемной планшайбы осуществляется системой трубок от одного резервуара. Резервуар с маслом и самозакрывающейся масленкой находится на цилиндрической поверхности корпуса планшайбы.
Смазка вертикальных направляющих шпиндельной бабки, вертикального ходового винта, направляющих саней передней стойки, винта саней передней стойки и направляющих саней стола производится от смазочных станций.
Смазка механизма редуктора перемещения шпиндельной бабки, механизма редуктора перемещения и поворота съемного стола, механизма червячного редуктора поворота стола производится разбрызгиванием масла. Смазка конической передачи вертикального ходового винта, перемещения шпиндельной бабки, механизма редуктора перемещения саней передней стойки, подшипников винтовой пары – фитильно-капельная.
1.3.2. Замену смазки в подшипниках электродвигателей рекомендуется производить не реже 2-х раз в год. Заполнять полости подшипников смазкой ЦИАТИМ-201 ГОСТ 6267-74. На все подшипники двигателей для данной замены необходимо 3 кг смазки. Замену смазки в подшипниках, механизмах лимбов, в пиноли задней стойки, в опоре поворотного стола, в верхних опорах вертикальных валов и механизмов зажимов производить не реже одного раза в год. Количество заменяемой смазки за один раз около 12 кг.
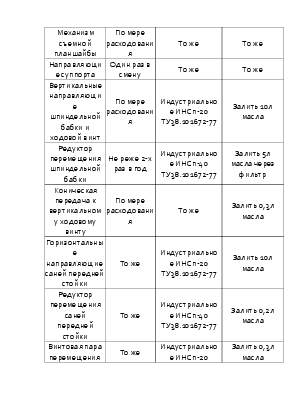
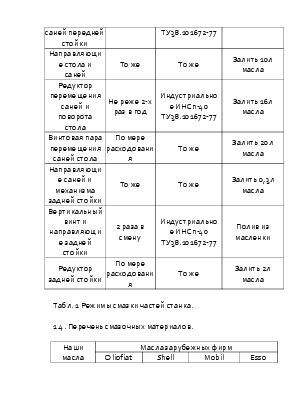
Количество смазочных материалов указано в табл. 1
|
Наименование смазываемых частей станка |
Режим смазки |
Смазочный материал |
Рекомендации |
|
Механизм шпиндельной бабки и хвостовой части |
По мере расходования |
Индустриальное ИНСп-20 ТУ38.101672-77 |
Залить 50л масла через фильтр |
|
Наружный конец выдвижного шпинделя |
2 раза в смену |
Индустриальное ИНСп-40 ТУ38.101672-77 |
Полив из масленки |
|
Механизм съемной планшайбы |
По мере расходования |
То же |
То же |
|
Направляющие суппорта |
Один раз в смену |
То же |
То же |
|
Вертикальные направляющие шпиндельной бабки и ходовой винт |
По мере расходования |
Индустриальное ИНСп-20 ТУ38.101672-77 |
Залить 10л масла |
|
Редуктор перемещения шпиндельной бабки |
Не реже 2-х раз в год |
Индустриальное ИНСп-40 ТУ38.101672-77 |
Залить 5л масла через фильтр |
|
Коническая передача к вертикальному ходовому винту |
По мере расходования |
То же |
Залить 0,3л масла |
|
Горизонтальные направляющие саней передней стойки |
То же |
Индустриальное ИНСп-20 ТУ38.101672-77 |
Залить 10л масла |
|
Редуктор перемещения саней передней стойки |
То же |
Индустриальное ИНСп-40 ТУ38.101672-77 |
Залить 0,2л масла |
|
Винтовая пара перемещения саней передней стойки |
То же |
Индустриальное ИНСп-20 ТУ38.101672-77 |
Залить 0,3л масла |
|
Направляющие стола и саней |
То же |
То же |
Залить 10л масла |
|
Редуктор перемещения саней и поворота стола |
Не реже 2-х раз в год |
Индустриальное ИНСп-40 ТУ38.101672-77 |
Залить 16л масла |
|
Винтовая пара перемещения саней стола |
По мере расходования |
То же |
Залить 20л масла |
|
Направляющие саней и механизма задней стойки |
То же |
То же |
Залить 0,3л масла |
|
Вертикальный винт и направляющие задней стойки |
2 раза в смену |
Индустриальное ИНСп-40 ТУ38.101672-77 |
Полив из масленки |
|
Редуктор задней стойки |
По мере расходования |
То же |
Залить 2л масла |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.