источников; технологическая документация; карта документации; спецификация 2Л.
МЕТАЛЛОБРАБОТКА; ДОЛБЁЖНЫЙ СТАНОК; ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ДЕТАЛЬ, ЧЕРТЕЖ.
Роль механиков, обслуживающих современное оборудование, исключительно ответственна, требует хорошего знания оборудования и умения квалифицированно выполнять техническое обслуживание и ремонт. Чтобы отвечать этим высоким требованиям, техник-механик должен усвоить основы технологии ремонта, получить хорошую общетехническую подготовку.
Главные задачи работников ремонтной службы предприятия - обеспечение бесперебойной работы и хорошего технического состояния оборудования. Обязанностью механика является наблюдение за строгим выполнением правил технической эксплуатации. Ремонт должен выполняться на основе прогрессивной технологии с применением оснастки, повышающей производительность труда и обеспечивающей высокое качество ремонта.
Качество продукции в машиностроении находится в прямой зависимости от технического состояния оборудования и механизмов, их параметров, бесперебойной работы и точности. Поэтому для достижения высоких темпов роста производительности труда в машиностроении в широком плане производится работа по совершенствованию организации технического обслуживания и ремонта промышленного оборудования, внедрению в ремонтную практику прогрессивной технологии выполнения ремонтных работ. В данной ситуации необходимо как можно меньше затрачивать денежных средств на ремонт, но при этом, чтоб сохранялось необходимое качество и точность. Чтобы значительно снизить эти затраты необходимо по возможности изготовить и восстановить детали своими силами.
1.Краткое описание назначения станка.
Долбёжный станок модели 7А420 предназначен для обработки долблением плоских и фасонных поверхностей,, различных пазов и канавок в разнообразных деталях, а также различных видов штампов.
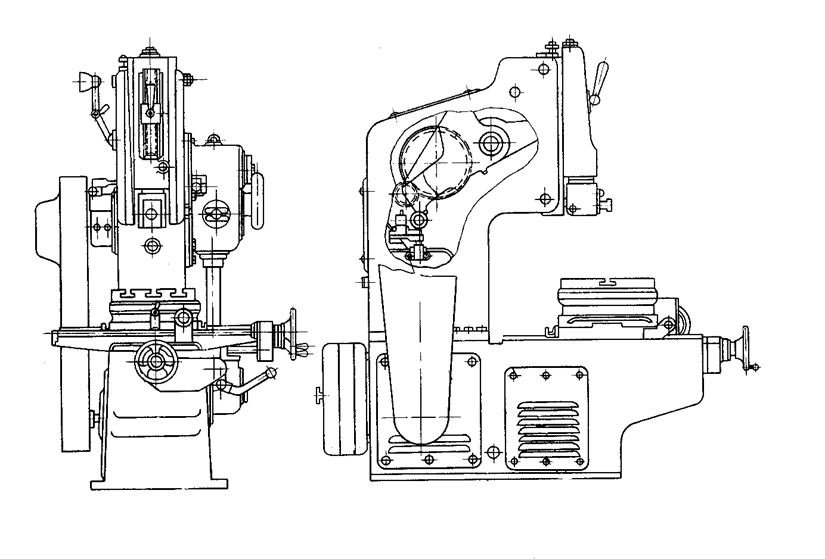
Рис 1 Внешний вид.
1.2 Техническая характеристика станка.
Основные размеры
1. Длина хода долбяка, мм
наименьшая..…………………………………………………………………………………………..0
наибольшая……………………………………...…………………………………………………200
2. Расстояние от плоскости стола до нижнего конца направляющих долбяка , мм…………………………………………………………………………………………………………………320
3. Расстояние от наружной плоскости резцедержателя до станины (вылет), мм…………………………………………………………………………………………………………………….480
Характеристики узлов станка.
4. Размер рабочей поверхности стола (диаметр),…………………………………….500
5. Наибольшее перемещение:
продольное, мм…………………………………………………………………………………..500
поперечное, мм…………………………………………………………………………………..500
круговое, град ..……………………………………………………………………………..…360
6. Перемещение на один оборот моховика рукоятки, мм
продольное, мм………………………………………………………………………………………..6
поперечное, мм………………………………………………………………………………………..6
круговое, град ..……………………………………………………………………………..………4
7. Цена деления лимба:
продольное, мм…………………………………………………………………………………..0,05
поперечное, мм…………………………………………………………………………………..0,05
круговое, град ..……………………………………………………………………………..………2
8. Скорость быстрого перемещения:
продольное, м/мин……………………………………………………………………………..1,8
поперечное, м/мин…………………………………………………………………………….1,8
круговое, град ..……………………………………………………………………………..….3,4
1.3 Система смазки
Смазка направляющих долбяка, кулисного механизма и коробки скоростей производится принудительно от насосно - лубрикаторной группы. Коробка подач смазывается от маслованны. Остальные части станка смазываются шприцом через маслёнки. Места смазки и расположение пресс- маслёнок указаны на схеме смазки станка рис 2 , периодичность в карте смазки
1.4 Кинематика станка, ремонтируемового узла
Рис.3.Кинематическая схема
1.5 Описание узла.
Коробка скоростей имеет четыре вала, смонтированных на подшипниках качения в отельном корпусе.
Вал 1, соединённый с валом привода по средствам эксцентриковой муфты, несёт на себя подвижный блок шестерен и неподвижные шестерни.
Вал 2 несёт на себе подвижный блок шестерен и неподвижные шестерни.
Посредством переключения блоков шестерен через шестерню, соединённую соединённой с кулисной шестерней, последней сообщается четыре различные скорости вращения.
Валик 3 несёт на себе шестерню, соединённую с кулисной шестерней, и шестерню, которая через шестерню передаёт движение на валу 4 и далее на коробку подач.
Все скорости переключаются одной рукояткой через переводки.
Продольный люфт валов регулируется компенсаторными кольцами и подвижными гайками.
Маховик служит для приведения во вращение вала 2 от руки, когда есть необходимость ручного перемещения долбяка. Для этого необходимо маховик потянуть на себя и ввести в зацепление шлиц маховика и вала. Возврат маховика осуществляется под действием пружины.
2. Подготовка станка к ремонту
Подготовка оборудования к ремонту включает:
1 Определение всех неисправностей путем тщательного осмотра, проверки на точность, анализ записи в журнале, механика и ремонтных слесарей, опроса персонала обслуживающих данное оборудование, предварительно устанавливаемых объема работ.
2 Ознакомление с устройством машины назначение и взаимодействие
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.