
















Содержание
Введение………………………………………………………………….
1. Техническое описание автономного рефрижераторного вагона……..
2. Выбор технико-экономических параметров……………………………
3. Обоснование принятой системы охлаждение…………………………..
4. Особенности применяемых теплоизоляционных материалов…………
5. Энергетический расчёт…………………………………………………...
5.1. Расчёт коэффициента теплопередачи…………………………………
5.2. Определение теплопритоков в кузов вагона………………………….
5.3. Определение потребной холодопроизводительности………………..
6.Тепловой расчёт и подбор оборудования холодильных установок…...
6.1. Общие сведения………………………………………………………...
6.2. Подбор компрессора……………………………………………………
6.3. Расчёт конденсатора……………………………………………………
6.4. Расчёт испарителя-воздухоохладителя ……………………………….
6.5. Расчёт производительности вентиляторов холодильной машины….
7. Инееобразование на поверхности воздухоохладителя
и процесс оттаивания инея……………………………………………….
7.1. Общее положение инееобразования…………………………………..
7.2 Работа системы оттайки………………………………………………..
8. Экономическая часть……………………………………………………..
8.1 Расчёт себестоимости перевозок груза в АРВ…………………………
9. Безопасность жизнедеятельности………………………………………..
9.1Анализ опасных и вредных производственных факторов при обслуживании АРВ на ПТО…………………………………………….
9.2Применение новых устройств для безопасного обслуживания АРВ…
9.3Анализ пожарной безопасности на АРВ……………………………….
Список литературы………………………………………………………
Спецификация……………………………………………………………
Введение
Производство сельскохозяйственных продуктов, направленное на удовлетворение потребностей населения страны, вызывает увеличение перевозок скоропортящих грузов на железнодорожном транспорте. Объём этих перевозок составляет небольшую долю общего грузооборота железных дорог, однако скоропортящиеся грузы представляют собой особую категорию грузов, к организации и средствам перевозок которых предъявляются повышенные требования.
Транспортировка скоропортящихся грузов производится при строго определённых температурных режимах, специальном обслуживании, непрерывном контроле за состоянием груза на всех стадиях перевозочного процесса.
Основным средством сохранения качества широкой номенклатуры пищевых товаров и сельскохозяйственных продуктов является холод.
Холодильные машины используются для охлаждения зерна, хранения овощей, фруктов и других продуктов. При перевозке грузов в рефрижераторных вагонах существенно снизился температурный уровень охлаждения, что благоприятно сказалось на качестве продуктов. Благодаря этому сократилась порча груза и увеличилась дальность перевозки.
Необходимо понимать физические процессы и закономерности, имеющие место при охлаждении и перевозке скоропортящихся грузов в рефрижераторном подвижном составе.
Основным направлением развития железнодорожного хладотранспорта, явился переход с льдосяного охлаждения на машинное. С 1965 года в нашей стране было прекращено строительство вагонов-ледников и железные дороги, начали получать только рефрижераторные вагоны.
Рефрижераторный парк состоит из 5-ти вагонных секций БМЗ и ZB-5, автономных рефрижераторных вагонов, вагонов-термосов которые оборудованы различные холодильными машинами.
Основными задачами по дальнейшему совершенствованию рефрижераторного подвижного состава является создание долговечных, безремонтных вагонов на базе конструкции “сэндвич” с применением алюминиевых сплавов, низколегированных сталей и пенополиуретана, повышение надежности энергохолодильного оборудования, улучшение надежности системы подачи воздуха в грузовое помещение, а также повышение допустимых скоростей соударения вагонов, снижение уровня шума и вибраций.
Для обеспечения высококачественных перевозок скоропортящихся грузов, изотермические вагоны должны постоянно поддерживаться в работоспособном состоянии. Для этого необходимо хорошо знать конструкцию, устройство и технико-экономические характеристики изотермического подвижного состава, основные неисправности, методы их обнаружения, устранения и способы предупреждения.
1. Техническое описание АРВ
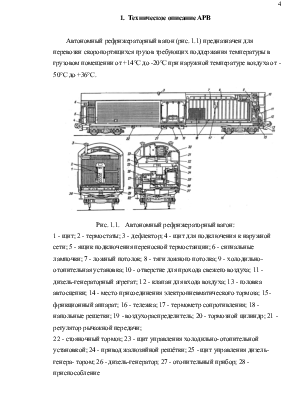
Автономный рефрижераторный вагон (рис. 1.1) предназначен для перевозки скоропортящихся грузов требующих поддержания температуры в грузовом помещении от +14°С до -20°С при наружной температуре воздуха от -50°С до +36°С.
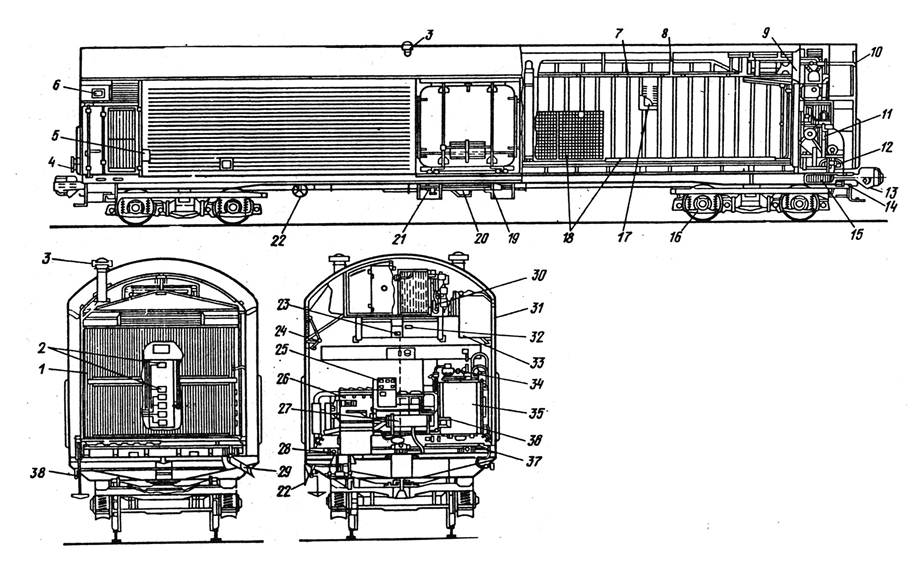
Рис. 1.1. Автономный рефрижераторный вагон:
1 - щит; 2 - термостаты; 3 - дефлектор; 4 - щит для подключения к наружной сети; 5 - ящик подключения переносной термостанции; 6 - сигнальные лампочки; 7 - ложный потолок; 8 - тяги ложного потолка; 9 - холодильно-отопительная установка; 10 - отверстие для прохода свежего воздуха; 11 - дизель-генераторный агрегат; 12 - клапан для входа воздуха; 13 - головка автосцепки; 14 - место присоединения электропневматического тормоза; 15- фрикционный аппарат; 16 - тележка; 17 - термометр сопротивления; 18 - напольные решетки; 19 - воздухораспределитель; 20 - тормозной цилиндр; 21 - регулятор рычажной передачи;
22 - стояночный тормоз; 23 - щит управления холодильно-отопительной установкой; 24 - привод жалюзийной решётки; 25 - щит управления дизель-генера- тором; 26 - дизель-генератор; 27 - отопительный прибор; 28 - приспособление
для подъёма дизель-генератора; 29 - водосток; 30 - труба для присоединения к запасному баллону с хладоном; 31 - жалюзи; 32 - смотровое стекло; 33 - распределительный главный щит; 34 - топливный насос; 35 - топливный бак; 36 - труба для отеплённого воздуха; 37 - топливный трубопровод; 38 - привод заслонки.
Автономные рефрижераторные вагоны могут быть прицеплены к любому поезду, так как они не нуждаются в сопровождении, рассчитаны на скорость
120 км/ч и могут включаться в пассажирские и скоростные поезда. Кроме того, для загрузки таких вагонов не нужно накапливать большое количество скоропортящих грузов.
Автономный рефрижераторный вагон имеет раму, кузов, внутреннее и тормозное оборудование, автосцепку и ходовые части. Рама воспринимает горизонтальные и вертикальные усилия, действующие на вагон. Она состоит из хребтовой, боковых продольных балок, концевых, шкворневых и промежуточных поперечных балок.
Хребтовая балка вагона сварной конструкции. В средней части вагона между пятниками она имеет вид сварной двутавровой балки высотой 237 мм. По консолям вагона высота хребтовой балки увеличена до 300 мм. В зоне установки поглощающего аппарата она имеет сварное коробчатое сечение.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.