Оптоелектрона система маршрутовідстеження складається зі світлових маяків, розташованих у строгій послідовності на стелі цеху, і датчиків на приладах із зарядовим зв'язком, установлених на візку. Візок орієнтується під час руху на світлові маяки, а при точному позиціюванні - на спеціальні мітки, нанесені на встаткування (верстати, склад, станцію контролю й т.д.), у якого візок зупиняється.
Радіотелевізійні системи застосовуються рідко через перешкоди від великої кількості сталевих споруджень.
Для міжопераційного транспортування виробів застосовують монорейкові транспортні роботи. Вони складаються з електровозика із приводом від спеціального шинопровода, що переміщається по монорейці, і встановленого на ній ПР, що виконує елементи технологічних операцій:
орієнтацію;
укладання;
перенос і перестановку по програмувальній траєкторії;
завантаження й розвантаження підвісок грузонесущих конвеєрів;
іноді завантаження технологічного встаткування.
Підйомно-транспортні маніпулятори консольно-кранового типу мають обмежену зону дії, їх застосовують як допоміжні засоби.
Портальні підйомно-транспортні роботи здатні виконувати більше широкий діапазон робіт, включаючи обслуговування верстатів ГВС механічної обробки для між операційних передач заготівель, оснащення й інструмента.
5.2 Пристрої зміни заготівель на верстатах зі ЧПК
На багатоопераційних верстатах (БОВ) для підвищення їхньої продуктивності широко використають спеціальні пристрої, що забезпечують автоматичну зміну оброблюваних заготівель. Ці пристрої являють собою багатопозиційні завантажувальні столи, на яких під час обробки однієї заготівлі встановлюють і закріплюють наступну заготівлю, що підлягає обробці. Всі застосовувані в цей час системи автоматичної зміни оброблюваних заготівель передбачають використання пристосувань - супутників і завантажувально-розвантажувальних пристроїв для їхньої автоматичної зміни. На столі верстата є убудовані або накладні елементи для базування й закріплення пристосувань - супутників.
У системах із човниковим переміщенням пристосувань - супутників уздовж осі одномісні завантажувальні пристрої розташовуються із двох сторін від стола (рисунок 5.3). Кожний завантажувальний пристрій виконаний у вигляді тумби з конвеєром, напрямними й приводами переміщення супутників. При зміні супутника стіл верстата спочатку переміщається по осі Х к вільному завантажувальному пристрою для передачі супутника з обробленою заготівлею, а потім до завантажувального пристрою, на якому перебувають супутники з новою заготівлею.
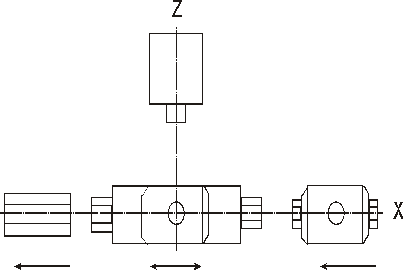
Рисунок 5.3 - Система із човниковим переміщенням пристосувань супутників уздовж осі Z.
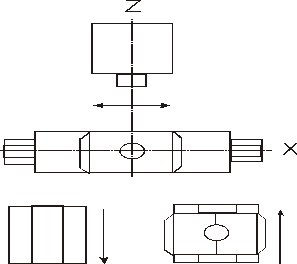
Рисунок 5.4 - Система з паралельним переміщенням супутників уздовж осі Z.
Схема з паралельним переміщенням супутників уздовж осі Z більше зручна для приєднання верстатів до загальної транспортної системи, або до накопичувача супутників із заготівлями (рисунок 5.4). Якщо стіл верстата не має можливості переміщатися уздовж осі Х, то застосовують двомісні завантажники, які можуть переміщатися по осі Х, це здійснюється або переміщенням самого завантажника по напрямної, або переміщенням полозка по напрямних станини завантажувального пристрою.
Застосовується також Т - образна схема розташування столів-супутників (рисунок 5.5). У цьому випадку завантажувальні пристрої розташовуються по обох сторони стола верстата в одному із крайніх його положень по осі Х. При такім компонуванні завантажувальних пристроїв переміщення супутників на обидві платформи може здійснюватися одним приводом.
Система з Г - образною схемою компонування позицій завантаження супутників включає два одномісних завантажувальні пристрої, які розташовуються поблизу одного із крайніх положень рухливого стола або в нерухомого стола під кутом друг до друга (рисунок 5.6). Така схема застосовується у верстатах з поворотним столом, тому що це необхідно для сполучення напрямних стола з напрямними кожного із завантажувальних пристроїв. Стіл верстата повинен робити поворот на кут, що відповідає куту між завантажниками.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.