Автоматичний лотковий магазин для кілець, фланців являє собою зварений каркас 5 із установленими в кілька рядів похилими лотками 2 зиґзаґоподібні форми (рисунок 4.3, г). Переміщення деталей 1 по лотках виробляється під дією сили ваги. Подача деталей у магазин відбувається за допомогою механізму розподілу 3 деталей по лотках, а видача - за допомогою механізму з'єднання 6 деталей в один потік, що діють від пневматичних циліндрів 4 і 7.
Автоматичний бункер з дисковим загарбним пристроєм для кульок, пальців, шайб (рисунок 4.3, д) складається із чаші 2 з відкритим верхом, на дні якої на осі розміщений диск 4 з кишенями по його периферії для захоплення деталі 3. Диск приводиться в рух від електродвигуна через черв'ячну передачу 5. У диску укріплений ворошитель 1 для перемішування деталей. На дні чаші 2 передбачений отвір для проходу деталі з кишені диска 4 у трубу видачі 6.
Автоматичний бункер з ножовим загарбним пристроєм для роликів (рисунок 4.3, е) має чашу 3 з відкритим верхом і бічними похилими стінками, між якими розташовується плоский ніж 6 із призматичним поглибленням на верхній робочій частині. Ніж закріплений на осі 7 і може робити щодо чаші 3 качательний рух від приводу 2. Проти переднього краю ножа розташована трубка 1 видачі деталей 5. При підйомі ножа у верхнє положення деякі ролики виявляються в призматичному поглибленні уздовж ножа й по ньому зсковзують до отвору скидача 4 і, пройшовши його, надходять у трубку 1. При неправильному положенні на ножі ролик 5 скидачем 4 відкидається в чашу. Кут нахилу робочої частини ножа у верхнім положенні становить .
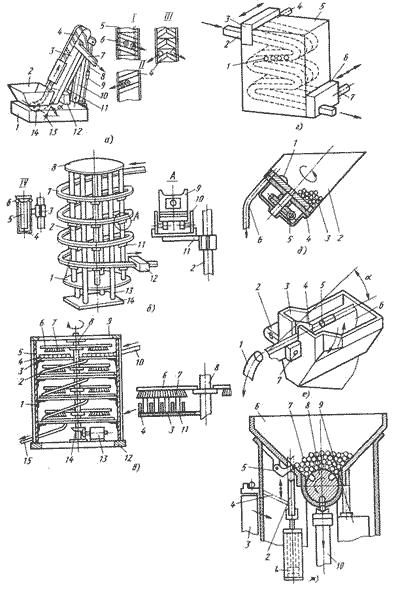
Рисунок 4.3 - Накопичувачі деталей.
Автоматичний магазин з барабанним загарбним пристроєм для валиків (рисунок 4.3, ж) представляє чашу 6 зі скошеними до центра стінками, між якими розміщений барабан 8 із трьома поздовжніми прорізами, виконаними по окружності валика 7. У лівій скошеній стінці чаші передбачений отвір для проходу валика 7 при завантаженні його за допомогою шибера 2, що діє від гідравлічного циліндра 1. Напроти отвору перебуває засувка 5, що запобігає випадання деталей із чаші в той час, коли шибер перебуває в нижнім положенні. Барабану 8 повідомляється при необхідності (при завантаженні деталей) обертання від приводу 9. Завантаження магазина валиками може здійснюватися або зверху, у чашу, або з конвеєра, що підводить, 3 через похилий лоток 4 або шибер 2. Видача валиків з магазина на конвеєр, що відводить, 10 відбувається при повороті барабана 8.
4.3 Вібраційні завантажувальні пристрої
Вібраційні завантажувальні пристрої відрізняються простотою конструкції, універсальністю, надійністю й економічністю. У цих пристроях переміщення деталей забезпечується коливаннями бункера або лотка за певним законом, а орієнтування - застосуванням спеціальних контактних і безконтактних методів і засобів. Вібрація дозволяє робити вибірку заготівель і деталей з бункера без загарбних органів; зменшує сили тертя між заготівлями, деталями й поверхнями завантажувального пристрою, що сприяє більше вільному розвороту й руху їх у бункері; запобігає ушкодженню поверхні і є в ряді випадків єдино можливим способом автоматизації завантаження; виключає утворення стійких зводів і заторів у бункерах. Це підвищує маневреність і універсальність завантажувальних пристроїв і дозволяє тим самим спіральним лотком подавати різні по розмірах і конфігурації деталі (шайби, валики, зубчасті колеса й т.д.).
Гранична технологічна продуктивність вібраційних завантажувальних пристроїв може бути визначена з умови переміщення правильно орієнтованих заготівель, що рухаються щільним потоком один за одним:
![]()
де: ![]() - швидкість транспортування заготівель, м/с;
- швидкість транспортування заготівель, м/с;
l - довжина заготівлі, мм.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.