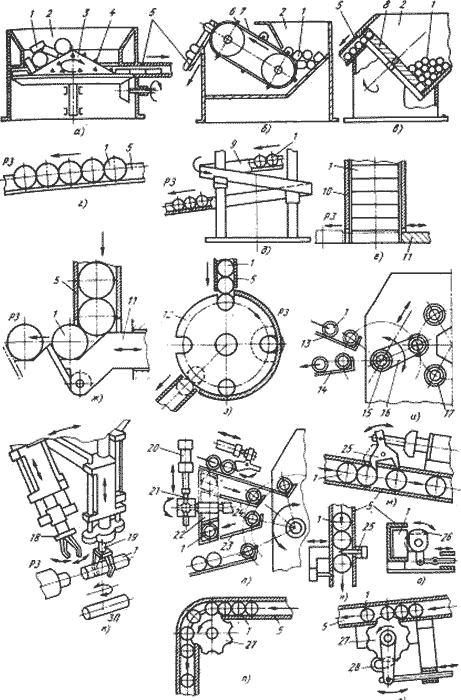
Рисунок 4.1 - Типові механізми завантажувальних пристроїв.
4.1 Лоткові завантажувальні пристрої
Лоткові завантажувальні пристрої можуть застосовуватися для об'ємних деталей і більше складної форми типу невеликих корпусних деталей, кронштейнів, качалок і т.д. із плоскою нижньою поверхнею. У цьому випадку лоток може бути виготовлений у вигляді рольганга.
Довжина лотка розраховується, виходячи із заданої продуктивності РТК, тобто необхідної кількості заготівель і деталей при разовому завантаженні, і геометричних розмірів цих заготівель і деталей.
Лотки поділяють на тверді прямі, зварені зі смуг 8, 9 (рисунок 4.2, б), гнучкі прямі (рисунок 4.2, ж, і) і вигнуті (рисунок 4.2, а, е, з), відкриті (рисунок 4.2, б, в, ж, і) і закриті (рисунок 4.2, а, е, з). Опорною похилою площиною для деталей у лотках може бути смуга 6 (див. рисунок 4.2, а, б, ж), стінка 20 (див. рисунок 4.2, е, з), прутки 16 (див. рисунок 4.2, в), шарикопідшипники 24 (див. рисунок 4.2, і) або ролики 22 (див. рисунок 4.2, е). При переміщенні деталей у лотках часто виробляється кантування (поворот) деталі 3
(рисунок 4.2, е, з).
Кут нахилу може бути розрахований по формулах, наведеним нижче (для лоткових конвеєрів) залежно від прийнятої граничної швидкості самопливного переміщення деталей. При коченні на зовнішній поверхні круглих деталей (кілець, дисків та ін.) у лотках з опорними смугами кут нахилу лотків становить 10-15° (рисунок 4.2, а, б, ж); при ковзанні клапанів 17 і інших деталей (поршнів, гільз) на торці в лотках з опорними смугами, прутками кут нахилу збільшується до 25-30° ( рисунок 4.2, в).
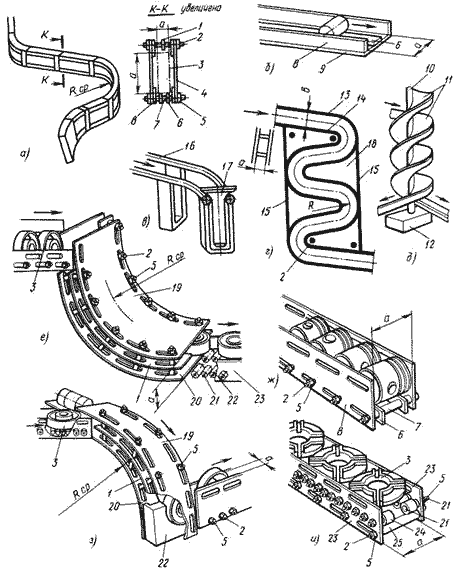
Рисунок 4.2 - Похилі лотки
При переміщенні плоских деталей у лотках (див. рисунок 4.2, е, і) по роликах або шарикопідшипникам кут нахилу зменшують до . У спіральній частині гнучких лотків кут нахилу звичайно збільшується на 20-30 %.
Лотки збирають із уніфікованих деталей. Особливістю гнучких лотків є можливість припасування їх (у тому числі й радіуса Rср вигину лотка) по місцю залежно від місця розташування встаткування в межах ± 5-10 мм, що спрощує монтаж. Гнучкий лоток виготовляється зі сталевої стрічки, що поставляє в бунтах. У стрічці заздалегідь (з однієї або із двох сторін) виштампувані прорізи для проходу сполучних шпильок 2. У лотках (див. 4.2, а, ж) смуга 6 з'єднується з бічними стінками 4, 8 за допомогою проміжних втулок 7, шпильок 2 з гайками 5 і запобіжними шайбами. Для запобігання випадання деталей з лотків зверху передбачається запобіжна смуга 1(див. рисунок 4.2, а) або стінка 19 (див. рисунок 4.2, е, з). Ролики 22 (див. рисунок 4.2, е) або шарикопідшипники 24 (рисунок 4.2, і) зміцнюють на бічні стінках 23 на осях 21 за допомогою гайок 5. Бічні стінки цих лотків з'єднують між собою за допомогою довгих втулок 25, через які проходять шпильки 2. Після зборки на шпильки нагвинчують гайки 5.
Радіус Rср вигину лотка (див. рисунок 4.2, а, е, з) звичайно встановлюють у межах трьох - п'яти діаметрів транспортує деталі, що, 3. Зиґзаґоподібні спуски (рисунок 4.2, г) збирають із опорних смуг 13,14, приварених до зовнішніх стінок 15 і з'єднаних з бічними стінками 18 за допомогою шпильок 2 з гайками. Гвинтові спуски виготовляють одно- і двухзаходними (рисунок 4.2, д) із труби 10, установленої на підставі 12, до якої приварюють гвинтові спіралі 11.
4.2 Бункерні завантажувальні пристрої
У РТК знаходять застосування, правда в меншому ступені, чим магазинні, і бункерні завантажувальні пристрої. Деталі в бункер насипаються навалом без їхнього попереднього орієнтування. За допомогою бункерних завантажувальних пристроїв здійснюється автоматична подача роликів, ковпачків, гільз, кілець, шайб, втулок, трубок, валиків і т.д., тобто деталей досить простої форми й порівняно невеликих габаритів. Бункерний завантажувальний пристрій включає наступні функціональні механізми: бункер, механізм захоплення й орієнтування, механізм відводу надлишкових деталей, лоток для подачі деталі на вихідну позицію, відсікачі.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.