3) Повышение конструкционной прочности деталей, выполненных как из термически упрочняемых, так и термически не упрочняемых промышленных сплавов без снижения их пластических свойств.
4) Изменение механических показателей анизотропии металлов, повышение их коррозионной стойкости. Оказывается возможным сделать пластические свойства поперек проката большими, чем вдоль него. Повышение коррозионной стойкости материалов обеспечивает увеличение ресурса конструктивных элементов за счет снижения скорости коррозии. Проявление этого эффекта очень важно для систем гидроприводов, работающих в агрессивных и коррозионно-активных средах.
В Комсомольском-на-Амуре авиационном производственном объединении проводились исследования по снятию напряжений на заготовках из сплава ВТ20 электроимпульсным воздействием /10, 11, 17/. Для ЭИВ использовалась установка (рис. 4.4), которая включает в себя силовой трансформатор ТОЭСЗ 250/40, прерыватель тока РКС 611, электромагнитный манометр ЭКМ-25, двухлучевой осциллограф С8-17, пресс HVC160, тиристорные контакторы и позволяет пропускать мощные токи через заготовку за короткое время, (I = 20 000…30 000 А, U = 10…80 В, W £ 500 кВт, t £ 0,3 с). Размер заготовки 500×200×1,5 мм.
Для проявления тех или иных эффектов ЭИВ в деформируемые заготовки необходимо вводить вполне определенное количество удельной электрической энергии на единицу объема, которое подсчитывается по формуле
![]() , где k
– коэффициент, величина которого определяется тем конкретным эффектом, который
необходимо получить при ЭИО; k =
0,2…0,3 – для повышения временного сопротивления металла; k = 0,36…1,0 – для повышения пластических свойств металла,
снятия остаточных напряжений и пружинения; k = 1,0 – для повышения коррозионной стойкости и устранения
анизотропии металла; g – плотность
металла; Ст – удельная теплоемкость металла при температуре
рекристаллизация металла; Тр – средняя температура диапазона
рекристаллизация металла.
, где k
– коэффициент, величина которого определяется тем конкретным эффектом, который
необходимо получить при ЭИО; k =
0,2…0,3 – для повышения временного сопротивления металла; k = 0,36…1,0 – для повышения пластических свойств металла,
снятия остаточных напряжений и пружинения; k = 1,0 – для повышения коррозионной стойкости и устранения
анизотропии металла; g – плотность
металла; Ст – удельная теплоемкость металла при температуре
рекристаллизация металла; Тр – средняя температура диапазона
рекристаллизация металла.
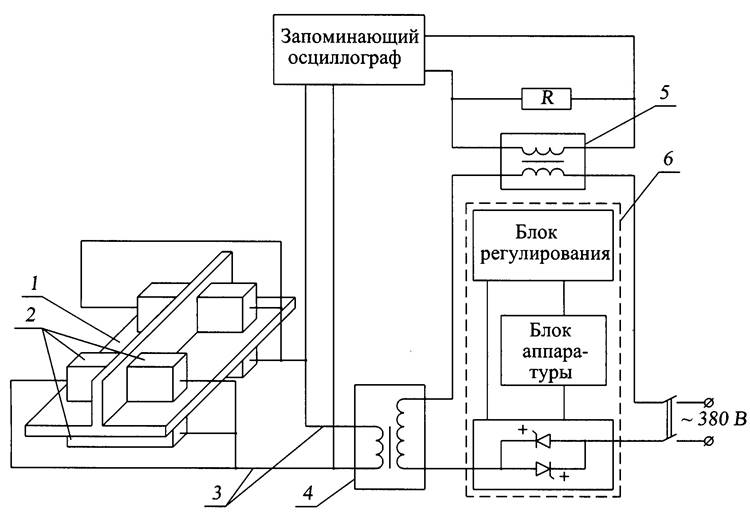
Рис. 4.4. Принципиальная схема установки для ЭИВ: 1 – обрабатываемая деталь; 2 – электрические контакты; 3 – запоминающий осциллограф; 4 – токоподводящие кабели; 5 – понижающий трансформатор; 6 – трансформатор тока; 7 – прерыватель тока
Расчетное количество электрической энергии, необходимой для ЭИВ, определяется из соотношения
Qp = qp×V, где qp – расчетное значение удельной электрической энергии; V – объем обрабатываемой части заготовки между электроконтактами.
Максимальная пластичность на образцах из сплава ВТ20 достигается при введении удельной энергии ЭИВ q = 2…4 Дж/мм3, что соответствует разогреву заготовки до температур 220…540 °С (рис. 4.5). Время воздействия ЭИВ на деталь не превышало 0,8…1,0 с. Существенное влияние на качество детали оказывают чистота не только контактов, но и самой детали (рис. 4.6, 4.7).
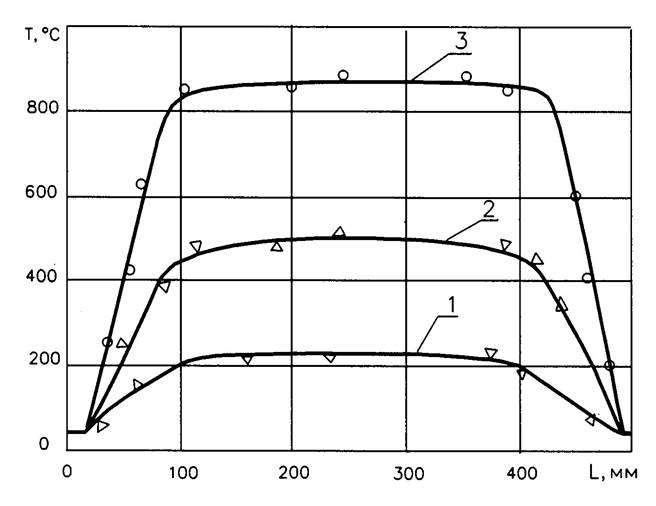
Рис.
4.5. Распределение температуры по длине заготовки из сплава ВТ20
при различных значениях УЭЭЭИО: 1 – q = 2,5
Дж/мм3; 2 – q = 3,5
Дж/мм3;
3 – q = 4,5 Дж/мм3

Рис. 4.6. Влияние размера частиц загрязнения на поверхности контакта на величину участка разогрева титанового сплава ВТ20 при ЭИВ
Проведенные исследования показали, что при введении в заготовку мощного импульса тока происходит его волновое распространение в направлении от клеммы к клемме, о чем свидетельствуют чередующиеся с определенным интервалом радужные изменения окисной пленки. Чередование цвета окисной пленки указывает на различную температуру разогрева заготовки. При встрече препятствия на своем пути в виде частицы, которая не имеет надежного контакта с поверхностью заготовки, волновое распространение импульса тока как бы уплотняется у этой частицы и продолжает распространяться за ней дальше в виде вытянутого конуса. При этом в зоне контакта частицы с поверхностью заготовки происходит местный разогрев вплоть до плавления металла заготовки и связанные с этим изменения макро- и микроструктуры. Причем изменения макро и микроструктуры имеют четкую направленность, соответствующую видимому по радужным цветам вытянутому конусу.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.