















Государственное образовательное учреждение
высшего профессионального образования
«Санкт-Петербургский государственный
инженерно-экономический университет»
Кафедра логистики и организации перевозок
Санкт-Петербург
2010
Оглавление
Введение
Исходные
данные
Разработка
структурно-функциональной схемы
Выбор
оптимальной складской тары
Выбор
транспортно-технологической тары
Расчет
интенсивности грузопотоков
Определение
размеров и количества ячеек стеллажа
Расчет
численности персонала отделений комплектации
Выбор
крана-штабелера
Выбор
транспортных средств и их количества
Заключение
Список
литературы
Введение
Целью выполнения расчетной работы является знание методов организационного проектирования, расчета и определения параметров микрологистической системы предприятия
Объектами проектирования являются организация логистического процесса в цехе механообработки, а также такие ее подсистемы, как транспортно-складская система (ТСС) и отделение комплектации (ОК).
В ходе выполнения работы последовательно выполняется ряд расчетов: разрабатывается структурно-функциональная схема преобразования грузового потока предметов производства; из заданных 2 типоразмеров ящичной складской тары выбирается оптимальная, выбирается транспортно-технологическая тара; рассчитывается интенсивности грузопотоков на участках производственной системы; определяется размер ячейки стеллажного склада и определяется число ячеек стеллажа; рассчитывается численность персонала отделений комплектации УК1 и УК2; выбираются транспортные устройства и определяется их количество.
Исходные данные
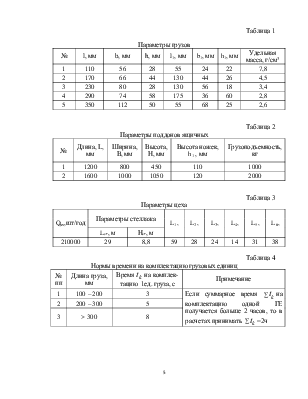
В цехе механообработки производится изготовление деталей, параметры которых заданы в таблице 1. Заготовки для изготовления деталей доставляются партиями в цех в складских ящичных поддонах (параметры поддонов на выбор указаны в таблице 2.) заводским транспортом, разгружаются в пункте приема грузов (ПП) и далее автоматическим стеллажным краном-штабелером (КШ) перемещаются в стеллаж 1(параметры стеллажа указаны в таблице 3.) для хранения заготовок. Условно принимаем, что размеры заготовок и готовых деталей одни и те же.
Из стеллажа 1 тем же автоматическим стеллажным краном-штабелером заготовки в складских ящичных поддонах перемещаются на участок комплектации (УК1) кассет заготовками (нормы времени на комплектацию грузовых единиц указаны в таблице 4). После перекладывания заготовок из складских ящичных поддонов в транспортно-технологическую тару (кассеты) они перемещаются на участок основного технологического оборудования (ТО), где производится изготовление деталей.
Далее изготовленные детали в кассетах перемещаются на участок комплектации УК2, где перекладываются из кассет в складские ящичные поддоны и после этого автоматическим стеллажным краном-штабелером перемещаются в стеллаж2 для готовых деталей. Принимаем, что перемещение кассет с заготовками из участка комплектации УК1 в на участок ТО и кассет с готовыми деталями из участка ТО на участок УК2 производится кранами-штабелерами.
Из стеллажа 2 детали в складских ящичных поддонах автоматическим стеллажным краном-штабелером перемещаются на пункт выдачи грузов (ПВ) и далее покидают пределы производственной системы.
Таблица 1
Параметры грузов
|
№ |
l, мм |
b, мм |
h, мм |
l1, мм |
b1, мм |
h1, мм |
Удельная масса, г/см3 |
|
1 |
110 |
56 |
28 |
55 |
24 |
22 |
7,8 |
|
2 |
170 |
66 |
44 |
130 |
44 |
26 |
4,5 |
|
3 |
230 |
80 |
28 |
130 |
56 |
18 |
3,4 |
|
4 |
290 |
74 |
58 |
175 |
36 |
60 |
2,8 |
|
5 |
350 |
112 |
50 |
55 |
68 |
25 |
2,6 |
Таблица 2
Параметры поддонов ящичных
|
№ |
Длина, L, мм |
Ширина, B, мм |
Высота, H, мм |
Высота ножек, h1 , мм |
Грузоподъемность, кг |
|
1 |
1200 |
800 |
450 |
110 |
1000 |
|
2 |
1600 |
1000 |
1050 |
120 |
2000 |
Таблица 3
Параметры цеха
|
Qвх,шт/год |
Параметры стеллажа |
L1, |
L2, |
L3, |
L4, |
L5, |
L6, |
||
|
Lст, м |
Нст, м |
||||||||
|
210000 |
29 |
8,8 |
59 |
28 |
24 |
14 |
31 |
38 |
|
Таблица 4
Нормы времени на комплектацию грузовых единиц
|
№ пп |
Длина груза, мм |
Время тацию 1ед. груза, с |
Примечание |
|
1 |
100 – 200 |
3 |
Если
суммарное время |
|
2 |
200 – 300 |
5 |
|
|
3 |
> 300 |
8 |
Разработка структурно-функциональной схемы
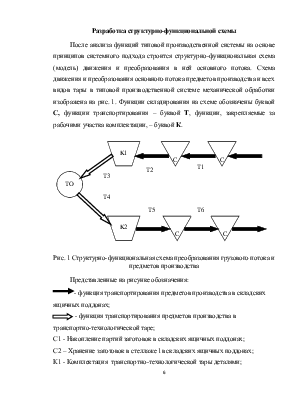
После анализа функций типовой производственной системы на основе принципов системного подхода строится структурно-функциональная схема (модель) движения и преобразования в ней основного потока. Схема движения и преобразования основного потока предметов производства и всех видов тары в типовой производственной системе механической обработки изображена на рис. 1. Функции складирования на схеме обозначены буквой С, функции транспортирования – буквой Т, функции, закрепляемые за рабочими участка комплектации, – буквой К.
 |
Рис. 1 Структурно-функциональная схема преобразования грузового потока и предметов производства
Представленные на рисунке обозначения:
![]() - функция
транспортирования предметов производства в складских ящичных поддонах;
- функция
транспортирования предметов производства в складских ящичных поддонах;
![]() - функция
транспортирования предметов производства в транспортно-технологической таре;
- функция
транспортирования предметов производства в транспортно-технологической таре;
С1 - Накопление партий заготовок в складских ящичных поддонах;
С2 – Хранение заготовок в стеллаже 1в складских ящичных поддонах;
К1 - Комплектация транспортно-технологической тары деталями;
К2 - Комплектация деталей из транспортно-технологической тары. Укладка деталей в складские ящичные поддоны;
С3 - Накопление готовых деталей в стеллаже 2 в складских ящичных поддонах;
Т1 - Перемещение деталей из пункта приема на стеллаж 1 в складских ящичных поддонах ;
Т2 - Перемещение деталей в складских ящичных поддонах со стеллажа 1 на участок комплектации;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.