Практическая работа № 10
Тема: Составление операционной технологии обработки детали на фрезерном станке с ЧПУ и универсальном фрезерном станке.
Цель: приобретение практических навыков в составлении плана операций, выполняемой на станках фрезерной группы.
Исходные данные: операционный эскиз обработки детали.
1. Составление плана операции, выполняемой на фрезерном станке с ЧПУ.
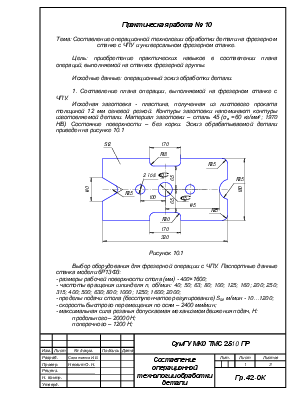
Исходная заготовка - пластина, полученная из листового проката толщиной 12 мм огневой резкой. Контуры заготовки напоминают контуры изготовляемой детали. Материал заготовки – сталь 45 (σв =60 кг/мм2; 1970 НВ). Состояние поверхности – без корки. Эскиз обрабатываемой детали приведен на рисунке 10.1
Рисунок 10.1
Выбор оборудования для фрезерной операции с ЧПУ. Паспортные данные станка модели 6Р13Ф3:
- размеры рабочей поверхности стола (мм) - 400×1600;
- частоты вращения шпинделя n, об/мин: 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600; 2000;
- пределы подачи стола (бесступенчатое регулирование) SM, м/мин - 10…1200;
- скорость быстрого перемещения по осям – 2400 мм/мин;
- максимальная сила резанья допускаемая механизмом движения подач, Н:
продольного – 20000 Н;
поперечного – 1200 Н;
вертикального – 8000 Н.
Стадия обработки – фрезерование черновое по контуру.
Глубина резанья – 5 мм.
Для обработки детали по контуру фреза концевая Ø32; L=155, l=53 с коническим хвостовиком ГОСТ 17026-71. Параметры фрезы [Л.5 с.174]:
- конус Морзе № 3;
- число зубьев z =4;
- передний угол γ=15°;
- задний угол α=20°;
- передний угол на торцевой части фрезы γ1=0°;
- задний угол на торцевой части фрезы α1=6°;
- материал Р6М5;
- период стойкости Т=45 мин.
Для обеспечения полного базирования и возможности обработки со всех четырех сторон на фрезерной операции с ЧПУ деталь базируется по плоскости и двум отверстиям в специальном станочном приспособлении. Установочной базой является основание детали. Базовыми элементами приспособления являются короткие цилиндрический и ромбический пальцы. Деталь закреплена механически гайками.
Вспомогательный инструмент - втулка переходная 6100-0205 ГОСТ 1398-85
Мерительный инструмент:
- набор радиусных шаблонов ГОСТ 4126 -*;
- штангенциркуль ШЦ – ІІ -315 -0,1 ГОСТ 166 -*.
2. Составление плана операций, выполняемой на фрезерном станке универсальной группы.
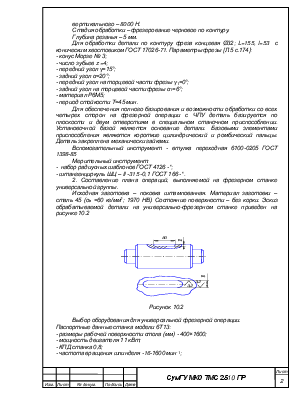
Исходная заготовка – поковка штампованная. Материал заготовки – сталь 45 (σв =60 кг/мм2; 1970 НВ). Состояние поверхности – без корки. Эскиз обрабатываемой детали на универсально-фрезерном станке приведен на рисунке 10.2
Рисунок 10.2
Выбор оборудования для универсальной фрезерной операции.
Паспортные данные станка модели 6Т13:
- размеры рабочей поверхности стола (мм) - 400×1600;
- мощность двигателя 11 кВт;
- КПД станка 0,8;
- частота вращения шпинделя -16-1600 мин-1;
- скорость продольного и поперечного движения подачи стола 12,5 -1250 мм/мин;
- максимальная сила резанья допускаемая механизмом движения подач, Н:
продольного – 20000 Н;
поперечного – 1200 Н;
вертикального – 8000 Н.
Стадия обработки – фрезерование черновое.
Глубина резанья – 12 мм.
Для обработки шпоночного паза выбираю шпоночную фрезу Ø18; L=104, l=19 с коническим хвостовиком ГОСТ 9140-78. Параметры фрезы [5, приложения 4, 12]:
- конус Морзе №2
- материал Р6М5;
- период стойкости Т=120 мин.
Деталь лишена 5 степеней свободы. Их обеспечивает закрепление детали в призмах, которые обеспечивают двойную направляющую и опорную базы.
Вспомогательный инструмент - втулка переходная 6100-0204 ГОСТ 1398-85
Мерительный инструмент:
- штангенциркуль ШЦ – І -125 -0,1 ГОСТ 166 -*;
- штангенглубиномер ШГ –I -125 -0,1 ГОСТ 162 -*.
Вывод: в ходе практической работы я приобрел практические навыки в составлении плана операций, выполняемой на станках фрезерной группы.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.