7 Исследовательская часть
При выборе технологических параметров (скорости резания, времени непрерывной работы и др.) важно знать стойкость инструмента. Она зависит от температуры нагрева его рабочей части, которая в свою очередь определяется режимом резания, материалами инструмента и заготовки, условиями охлаждения и т.п.
В публикациях[1и2] по исследованию тепловых явлений при сверлении без применения СОЖ температуру режущей части сверла определяют по зависимостям, не учитывающим время работы (нагрева), длину сверла, условия обработки (глубину сверления, вязкость материала заготовки и др.). В настоящей работе предложена более совершенная методика расчета температурного поля в теле инструмента. В её основе лежит комплексный экспериментально-аналитический подход к определению температуры.
Целью экспериментов было измерение действительных тепловых потоков Ф, поступающих в рабочую часть сверла. Отверстия выполняли в образцах из сталей – углеродистой Ст3 и коррозионно-стойкой 12Х18Н9Т, вырезанных из листового материала разной толщины. Сверло диаметром Æ10 и длиной 100мм, изготовленное из стали Р18, после 3-4 опытов перетачивали для восстановления первоначальной геометрии.
Количество теплоты Q , поступившей в сверло, измеряли с помощью калориметра
и ртутного термометра с ценой деления шкалы 0.1 0С. Среднюю за время
![]() величину теплового потока, поступающего в инструмент,
находим из уравнения теплового баланса
величину теплового потока, поступающего в инструмент,
находим из уравнения теплового баланса

где: c, cТ, cК, cВ—удельные теплоёмкости материала сверла,
термометра,
калориметра; m, mТ,
mК, mВ—массы
указанных тел;![]() --изменение
температуры воды в калориметре;
--изменение
температуры воды в калориметре;
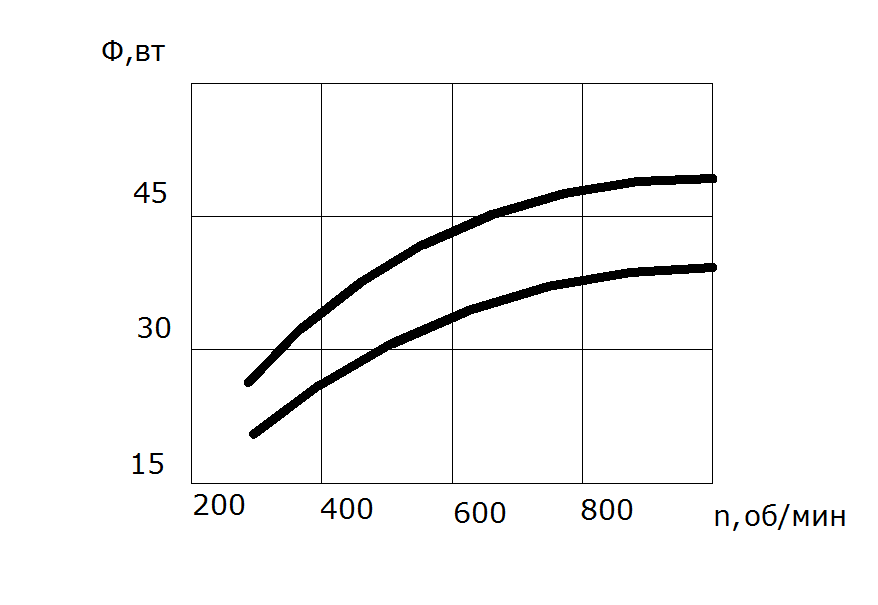
Опыты проводили при постоянной подаче S=0.084 мм/об для стали Ст3 и S=0,042 мм/об для стали 12Х18Н9Т.
Как и ожидалось, тепловой поток оказался выше при обработке
коррозионно-стойкой стали, чем углеродистой стали. При увеличении толщины
заготовки для стали Ст3 падение величины теплового потока объясняется быстрым
теплонасыщением рабочей части сверла после начала сверления и отводом части
теплоты в заготовку. В дальнейшем, при ![]() величина
теплового потока растёт, что вызвано увеличением трения сверла о стенки
поверхности отверстия, а также нагревом образца. Сверление образцов из стали
12Х18Н9Т с
величина
теплового потока растёт, что вызвано увеличением трения сверла о стенки
поверхности отверстия, а также нагревом образца. Сверление образцов из стали
12Х18Н9Т с ![]() оказалось невозможным из-за выхода
режущей части сверла из строя.
оказалось невозможным из-за выхода
режущей части сверла из строя.
Результаты измерения тепловых потоков использовали при расчёте распределения температуры в теле сверла. Зависимости были получены с помощью аналитической модели, основанной на следующих предположениях: поперечное сечение имеет форму прямоугольника площадью b1*b2; температура по сечению распределена равномерно; теплоотвод с торцов сверла и с боковой поверхности подчиняется закону Ньютона—Рихмана; теплофизические свойства материала сверла не зависят от температуры. При этом уравнение теплопроводности, а также граничные и начальное условия имеют вид:
![]()
![]()
В этих выражениях ![]() –разность
между температурой инструмента и температурой окружающей среды;
–разность
между температурой инструмента и температурой окружающей среды;![]() --текущая координата по длине сверла;
--текущая координата по длине сверла;
![]() --коєффициент
температуропроводности;
--коєффициент
температуропроводности; ![]() и
и![]() –приведенные коэффициенты
теплопередачи режущей кромки сверла (при X=0) и торца
его хвостовой части (при Х=) соответственно
–приведенные коэффициенты
теплопередачи режущей кромки сверла (при X=0) и торца
его хвостовой части (при Х=) соответственно
где:
![]() -- коэффициенты теплоотдачи;
-- коэффициенты теплоотдачи;![]() -- коэффициент теплопроводности;
-- коэффициент теплопроводности;
Функция ![]() характеризует тепловой
поток, отведённый с боковой поверхности сверла в результате конвекции:
характеризует тепловой
поток, отведённый с боковой поверхности сверла в результате конвекции:
где:
![]() --плотность материала сверла;
--плотность материала сверла; ![]() --коэффициент теплоотдачи боковой
поверхности сверла;
--коэффициент теплоотдачи боковой
поверхности сверла;
Функция ![]() имитирует тепловой поток,
поступающий в тело инструмента из зоны резания:
имитирует тепловой поток,
поступающий в тело инструмента из зоны резания:
где:
![]() --мощность внутренних объёмных
источников тепла; Х--большое положительное число;
--мощность внутренних объёмных
источников тепла; Х--большое положительное число;
Уравнение решают методом Фурье. Находим выражения, описывающее температурное поле в теле инструмента:

![]()
![]()
Здесь  --корни характеристического уравнения
--корни характеристического уравнения

Расчёт температуры был проведён при следующих
данных:  Значения коэффициентов
Значения коэффициентов ![]() принято для естественного охлаждения
инструмента в воздухе.
принято для естественного охлаждения
инструмента в воздухе.
Величина теплового потока Ф, взятая из опытов,
играет главную роль в формировании температурного поля в теле инструмента. На
рис. 2 приведены результаты расчёта при Ф=24 Вт, соответствующему режиму
сверления образца из стали Ст3 при частоте вращения сверла n=710
об/мин; s=0.084мм/об и ![]() =10
мм . Видно, что при
=10
мм . Видно, что при ![]() 20 с. температура на
рабочем торце сверла столь значительна, что должна вызвать падение твёрдости и
износостойкости его материала. Это наблюдалось при обработке образцов из
углеродистой стали толщиной 20 мм. и более и проявлялось изменение цвета
рабочей части сверла и резком ухудшении его режущих свойств.
20 с. температура на
рабочем торце сверла столь значительна, что должна вызвать падение твёрдости и
износостойкости его материала. Это наблюдалось при обработке образцов из
углеродистой стали толщиной 20 мм. и более и проявлялось изменение цвета
рабочей части сверла и резком ухудшении его режущих свойств.
Значение теплового потока Ф при других режимах обработки и для другого материала (стали 12Х18Н9Т) позволяет найти границы использования инструмента без применения СОЖ.
Выводы
1. С помощью предлагаемой аналитической модели можно рассчитать температурное поле в теле сверла для любого момента времени и сечения с учётом теплофизических свойств инструментального материала.
2. Экспериментальная часть методики учитывает не только технологические параметры процесса резания, но и особенности обрабатываемой заготовки, ее материал и другие факторы.
3. Разработанная методика позволяет установить область режимов, при которых возможна надёжная эксплуатация режущего инструмента.
 |
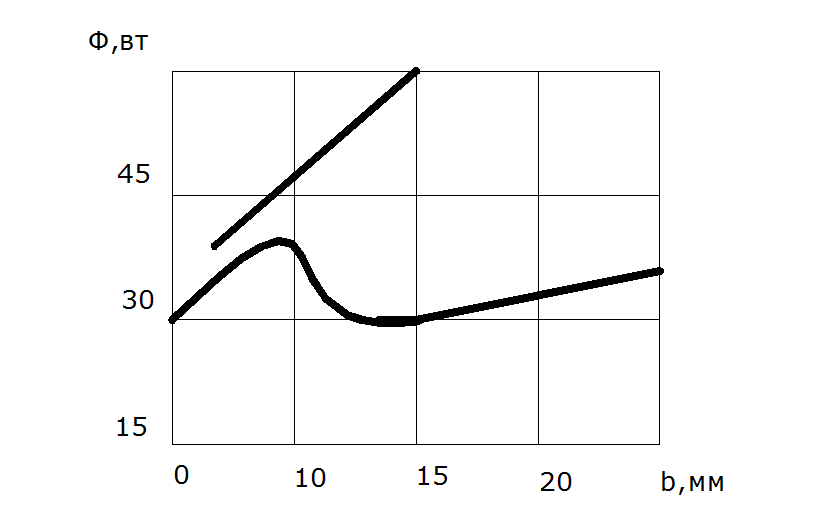 |
Рисунок 8—График зависимости теплового потока от толщины пластины
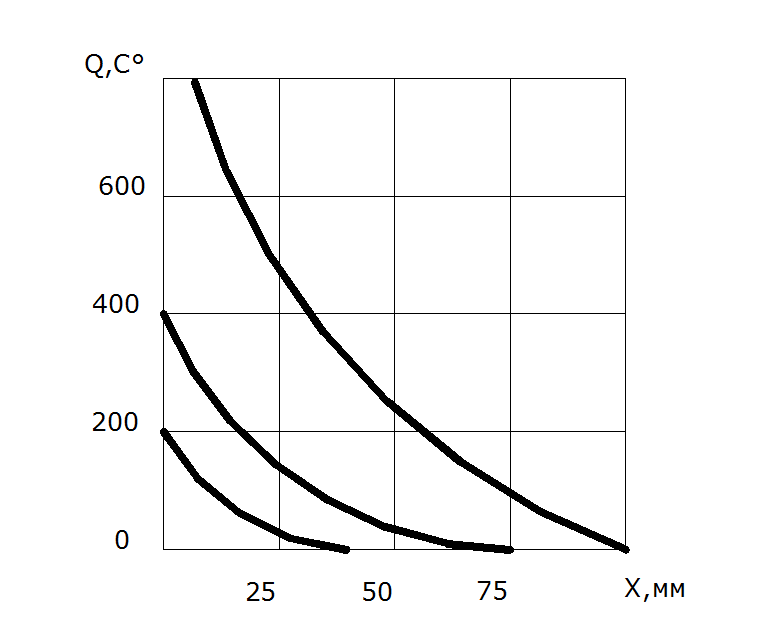 |
Рисунок 9—График распределения температры по длине тела сверла
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.