2 Анализ технических требований на изготовление детали
Заводской рабочий чертеж вала (черт. С044.453.СБ ) имеет достаточное число видов, сечений и разрезов, необходимых для чтения чертежа и изготовления данной детали.
Виды и разрезы размещены и выполнены в основном правильно и соответствуют ГОСТам. В целом чертеж выполнен согласно требованиям ЕСКД.
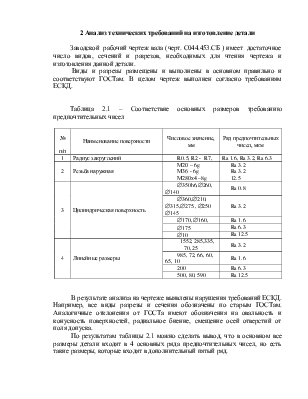
Таблица 2.1 – Соответствие основных размеров требованию предпочтительных чисел
|
№ п/п |
Наименование поверхности |
Числовое значение, мм |
Ряд предпочтительных чисел, мкм |
|
1 |
Радиус закруглений |
R0.5, R2 - R7, |
Ra 1.6, Ra 3.2, Ra 6.3 |
|
2 |
Резьба наружная |
М20 – 6g М36 - 6g М280х4 –8g |
Ra 3.2 Ra 3.2 12.5 |
|
3 |
Цилиндрическая поверхность |
Æ350h6,Æ260,Æ140 |
Ra 0.8 |
|
Æ360,Æ210, Æ315,Æ275., Æ250 Æ145 |
Ra 3.2 |
||
|
Æ170, Æ160, |
Ra 1.6 |
||
|
Æ175 |
Ra 6.3 |
||
|
Æ10 |
Ra 12.5 |
||
|
4 |
Линейные размеры |
1552, 285,335, 70, 25 |
Ra 3.2 |
|
985, 72, 66, 60, 65, 10 |
Ra 1.6 |
||
|
200 |
Ra 6.3 |
||
|
500, 80, 590 |
Ra 12.5 |
В результате анализа на чертеже выявлены нарушения требований ЕСКД. Например, все виды разрезы и сечения обозначены по старым ГОСТам. Аналогичные отклонения от ГОСТа имеют обозначения на овальность и конусность поверхностей, радиальное биение, смещение осей отверстий от поля допуска.
По результатам таблицы 2.1 можно сделать вывод, что в основном все размеры детали входят в 4 основных ряда предпочтительных чисел, но есть такие размеры, которые входят в дополнительный пятый ряд.
На детали присутствуют размеры не входящие в ряды предпочтительных чисел, что нежелательно, так как это затрудняет взаимозаменяемость, унификацию данного изделия, то есть к данной детали с этим размерам не пригодны стандартные детали, а значит, их нужно будет изготавливать специально.
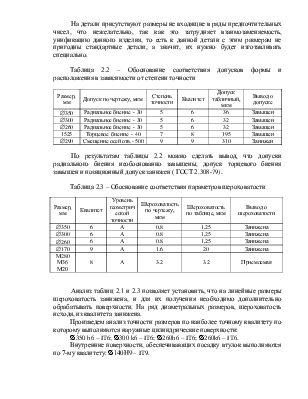
Таблица 2.2 – Обоснование соответствия допусков формы и расположения в зависимости от степени точности
|
Размер, мм |
Допуск по чертежу, мкм |
Степень точности |
Квалитет |
Допуск табличный,мкм |
Вывод о допуске |
|
Æ350 |
Радиальное биение - 30 |
5 |
6 |
36 |
Завышен |
|
Æ300 |
Радиальное биение - 30 |
5 |
6 |
32 |
Завышен |
|
Æ260 |
Радиальное биение - 30 |
5 |
6 |
32 |
Завышен |
|
1525 |
Торцевое биение - 40 |
7 |
8 |
195 |
Завышен |
|
Æ290 |
Смещение осей отв.- 500 |
9 |
9 |
310 |
Занижен |
По результатам таблицы 2.2 можно сделать вывод, что допуски радиального биения необоснованно завышены, допуск торцевого биения завышен и позиционный допуск занижен ( ГОСТ 2.308-79).
|
Размер, мм |
Квалитет |
Уровень геометрической точности |
Шероховатость по чертежу, мкм |
Шероховатость по таблице, мкм |
Вывод о шероховатости |
|
Æ350 |
6 |
А |
0,8 |
1,25 |
Занижена |
|
Æ300 |
6 |
А |
0.8 |
1,25 |
Занижена |
|
Æ260 |
6 |
А |
0.8 |
1,25 |
Занижена |
|
Æ170 |
9 |
А |
1.6 |
20 |
Занижена |
|
М280 М36 М20 |
8 |
А |
3.2 |
3.2 |
Приемлемая |
Анализ таблиц 2.1 и 2.3 позволяет установить, что на линейные размеры шероховатость занижена, и для их получения необходимо дополнительно обрабатывать поверхности. На ряд диаметральных размеров, шероховатость исходя, из квалитета занижена.
Произведем анализ точности размеров по наиболее точному квалитету по которому выполняются наружные цилиндрические поверхности:
Æ350 h6 – IT6; Æ300 k6 – IT6; Æ260h6 – IT6; Æ260k6 – IT6.
Внутренние поверхности, обеспечивающих посадку втулок выполняются по 7-му квалитету: Æ140Н9 – IT9.
Внутренняя поверхность под уплотнение выполняется по 9 квалитету Æ170Н7 – IT7.
Наружная резьбовая поверхность М280х4-8g выполняется по 8-й степени точности.
Внутренние резьбовые поверхности М36-7Н, М20-7Н выполняются по 7 степени точности.
Шпоночный паз по 14Н9 - IT9.
Что касается точности формы, то ее допуск для наружных и внутренних поверхностей Т, Ж, К, Ф, М и Н оговорен и приведен в технических требованиях чертежа С044.453.СБ. Этот допуск составляет не более 0.5 допуска на диаметр.
Допуск формы для диаметральных размеров составляет: Æ350 h6 – 18 мкм; Æ300 k6 – 16 мкм; Æ260h6 – 16 мкм; Æ260k6 – 16 мкм;. Æ140Н7 – 20 мкм.
К точностным показателям расположения поверхностей относится радиальное биение вала для поверхностей Т, Ж, К и Ф относительно общей оси базовых поверхностей М и Н, которое составляет не более 0.03мм.
Торцевое биение поверхностей П, Е, И и Л относительно общей оси базовых поверхностей М и Н составляет не более 0.04 мм.
К степени шероховатости предъявлены наиболее жесткие требования, которые предъявляются к посадочным поверхностям вала: Æ350 h6 – Ra 0.8 мкм; Æ300 k6 – Ra 0.8 мкм; Æ260h6 – Ra 0.8 мкм; Æ260k6 – Ra 0.8 мкм;. Æ140Н7 – Ra 0.8 мкм.
Рекомендуемая шероховатость поверхности по ГОСТ 2789-73 для приведенных размеров и точности обработки Ra = 1.25мкм. Тогда, указанная на чертеже шероховатость - занижена.
Для Æ170Н9 – Ra = 1.6 мкм – шероховатость на чертеже занижена. По ГОСТ 2789-73 для данной поверхности оптимальная шероховатость Ra =20 мкм
Для поверхностей П, Е и И - Ra= 1.6 мкм
Радиусы и галтели наружных поверхностей детали выполнены с шероховатостью– Ra = 3.2 мкм
С параметром шероховатости Ra = 3.2 мкм выполняется наружная и внутренняя резьбовые поверхности М280х4-8g, М36-7Н и М20-7Н.
Внутренняя поверхность кармана и радиусы в нем имеют шероховатость Ra = 6.3 мкм.
Предельные отклонения остальных размеров ± IT14/2, диаметров Н14 и h14.
Для выполнения деталью своего служебного назначения при ее изготовлении необходимо обеспечить следующие технологические задачи:
1. Получение наружных посадочных цилиндрических поверхностей по 6-му, а внутренних – по 7-му квалитету.
2. Обеспечить концентричность наружных и внутренних цилиндрических поверхностей в соответствии с допусками.
3. Обеспечить точное расположение осей отверстий на торцах в пределах допускаемого смещения.
Результаты изучения технических требований и их соответствия для основных поверхностей вала приведены в таблице 2.4.
Таблица 2.4 – Характеристика технических требований
|
Поверхность |
Допуск по чертежу, мкм. |
Допуск рекомендуемый, мкм |
Вывод |
|
Æ350h6 |
Тä = 0.03 |
Т ä = 0.04 |
Завышен |
|
Т/О/ = 0.018 |
Т/О/ = 0.016 |
Занижен |
|
|
|
Тä = 0.03 |
Тä = 0.04 |
Завышен |
|
Т/О/ = 0.016 |
Т/О/ = 0.016 |
Соответствует |
|
|
|
Тä = 0.03 |
Тä = 0.04 |
Завышен |
|
Т/О/ = 0.016 |
Т/О/ = 0.016 |
Соответствует |
|
|
Æ260k6 |
Тä = 0.03 |
Тä = 0.04 |
Завышен |
|
Т/О/ = 0.016 |
Т/О/ = 0.016 |
Соответствует |
|
|
Æ140H7 |
Т ä = 0.03 |
Тä = 0.05 |
Завышен |
|
Т/О/ = 0.02 |
Т/О / = 0.02 |
Соответствует |
В целом требование на чертеже по соответствующему квалитету имеют предельные отклонения и технологической задачей является обработка рассмотренных поверхностей детали с требуемой степенью точности, без лишних расходов и с максимальной экономией затрат на изготовление данной детали.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.