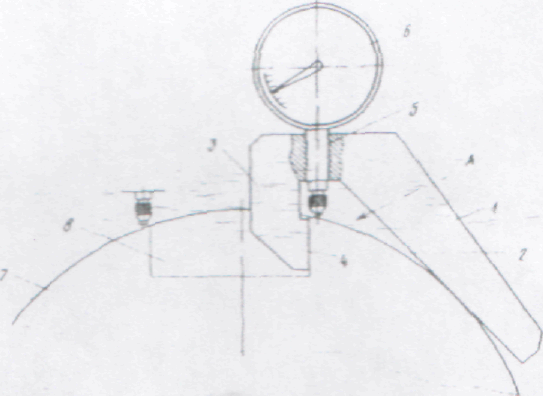
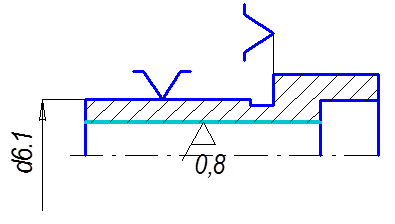
Призму 1 устанавливают на контролируемый вал так, что ее измерительная плоскость 4 плотно прилегает к .одной из вертикальных стенок шпоночного паза 8, и одновременно базовая плоскость 2 призмы 1 и измерительный наконечник 5 отсчетного устройства б входят в контакт с образующей поверхностью вала 7. В этом положении по отсчетному устройству регистрируют первый отс-чет.
Снимают прибор с вала и, повернув его на 180°, устанавливают вторично по второй стенке паза 8. В этом положении регистрируют второй отсчет по отсчетному устройству.
Разность величин первого и второго отсчетов характеризует величину несимметричности шпоночного паза.
Формула изобретения: Прибор для контроля несимметричности шпоночного паза вала, содержащий базовый элемент, выполненным в виде призмы, контактный элемент и отсчетное устройство с измерительным наконечником,
о т л и ч а ю щ и и с я тем, что, с целью упрощения конструкции прибора, призма выполнена с одной базовой плоскостью, контактный элемент имеет измерительную плоскость, расположенную под острым углом к базовои плоскостью призмы, а измерительный наконечник установлен между измерительной плоскостью контактного элемента и базовой плоскостью призмы параллельно первой.
Тема: «Расчёт технологических размерных цепей при изготовлении Цель: «Приобрести навыки выявления и расчёта размерных связей при проектировании технологического процесса изготовление деталей типа втулок.»
Исходные данные:
1. Задание вариант №1.5
2. Чертёж детали втулка
3. Материал Сталь 45
4. Эскиз детали
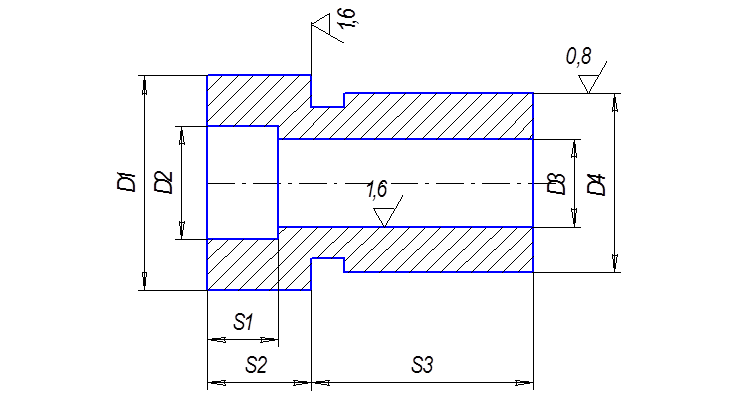
S1 =15-0,24 D1 =110-0,87
S2 =25-0,1 D2=86+0,03+0,46
S3 =35 D3=76-0,05
D4=90-0,14
Заготовка штамповка на ГКМ, нормальной точности.
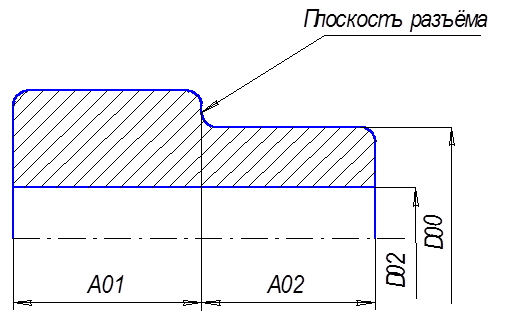
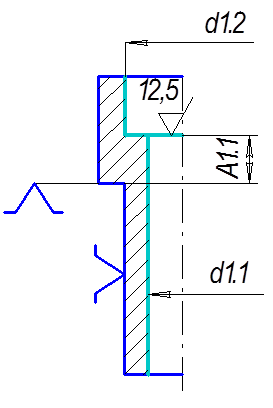
Операционные эскизы.
Операция номер №1 Зенкерование отверстия и цековка торца.
.
Операция номер №2 Протягивание отверстия.
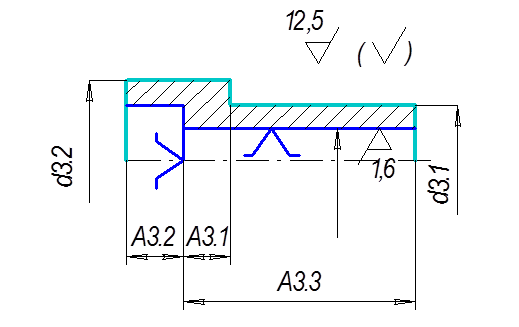
Операция номер №3 Токарная черновая.
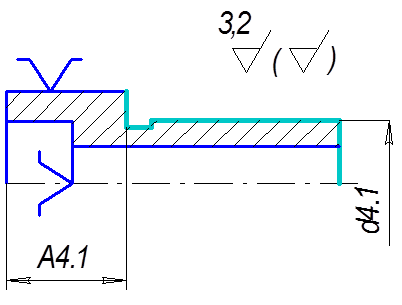
Операция номер №4 Токарная чистовая.
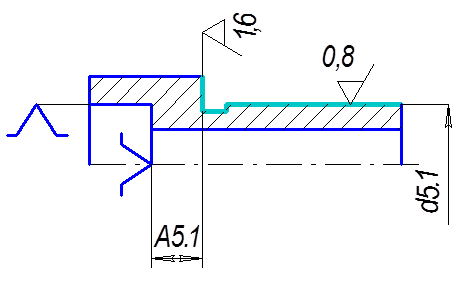
Операция номер №5 Шлифовальная.
Операция номер №6 Шлифовальная.
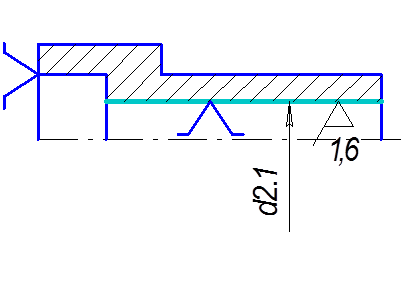
Построение схемы механической обработки.
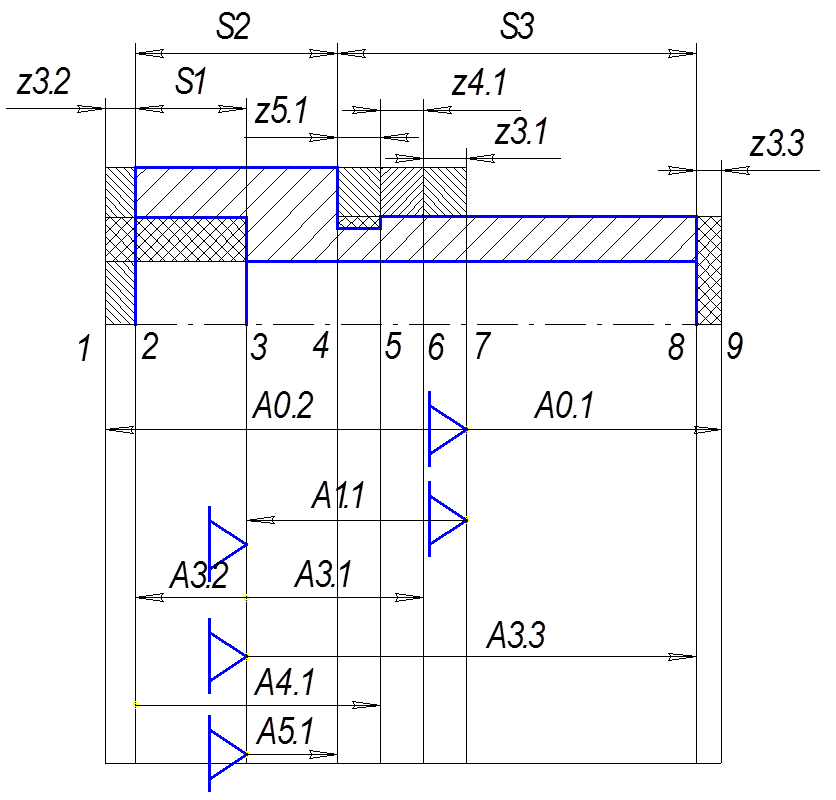
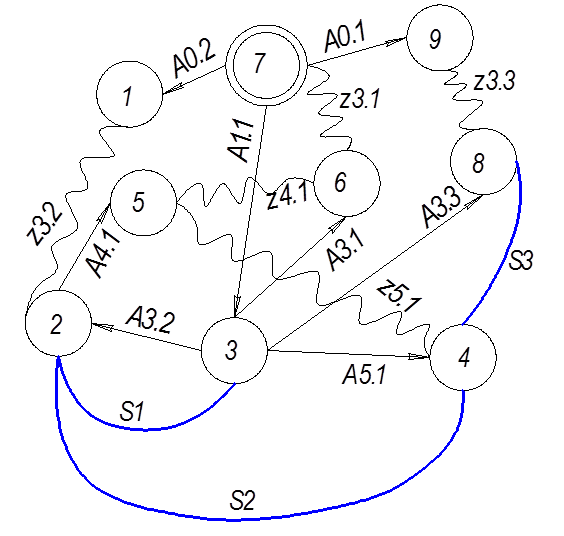
- A3.2+S1=0
- A3.2+S2-A5.1=0
A3.3-S3-A5.1=0
A4.1-z5.1- A5.1- A3.2=0
A3.1-z4.1- A4.1+ A3.2=0
A3.1+z3.1- A1.1=0
-A3.2-z3.2+ A0.2- A1.1=0
-A1.1+z3.3+ A3.3- A0.1=0
|
Индекс размера |
Способы обработки |
Точность размеров Заготовки. |
Шерохо-ватость |
Величина Размера. |
Величина допуска. |
Доминиру Ющая Погреш Ность |
Расчёт-ный Допуск. |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
А0.1
|
Штамповка на ГКМ |
7505-56 2 гр. |
Rz160 |
До50 |
1,4+0,9 -0,5 |
1,4 |
|
|
А0.2
|
Штамповка на ГКМ |
7505-56 2 гр. |
Rz160 |
До30 |
1,4+0,9 -0,5 |
rкор=0,5
|
1,4 |
|
А1.1
|
однократное подрезание |
11 |
Ra12,5 |
До18 |
0,11 |
0,61 |
|
|
А3.1 |
однократное подрезание |
12 |
Ra12,5 |
До10 |
0,15 |
0,15 |
|
|
А3.2 |
черновое подрезание |
12 |
Ra12,5 |
До30 |
0,21 |
0,21 |
|
|
А3.3 |
однократное подрезание |
12 |
Ra12,5 |
До80 |
0,3 |
0,3 |
|
|
А4.1 |
чистовое подрезание |
10 |
Ra3,2 |
До50 |
0,1 |
Eб=0,21 |
0,31 |
|
А5.1 |
шлифование |
9 |
Ra1,6 |
До30 |
0,052 |
0,052 |
Расчёт допусков на технологические размеры.
|
Известные(заданные размеры) |
Неизвестные (искомые размеры) |
|||||||||||
|
Раз ме ры |
Вели чина и допуск |
Ожидаемая погрешн. |
Средний расчётный |
Допустима я коррект. |
Средний скор. Разм. |
размер |
Допуск |
Уравнение Контура. |
Средний расч. Разм. |
Номин. Расч. Разм. |
Ном. Скор Размер. |
Средний скор. Разм. |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.