












8 Разработка операционной технологии
8.1 Разработка структуры операций
Проектирование операционного технологического процесса производим для пяти наиболее сложных механических операций, которые отличаются методами обработки.
015 – токарно-винторезная
На данной операции производится черновая обработка всех поверхностей заготовки и снятие напусков. Операционный эскиз на операцию 015 приведен на рисунке 8.1. Разобьем операцию на установы и переходы:
Установ 1:
1) Подрезать торец, выдержав размер 218±2;
2) Сверлить отверстие Æ 30 напроход;
3) Рассверлить отверстие Æ 30 до Æ 45 напроход;
4) Расточить отверстие Æ 45 до Æ 58 напроход;
5) Расточить отверстие до Æ 72, выдержав размер 52.
6) Проточить Æ 209, выдержав размер 40;
7) Проточить Æ 164, выдержав размер 140;
8) Проточить Æ 139, выдержав размер 130;
9) Проточить Æ 122, выдержав размер 120;
10) Точить конус с Æ 164 до Æ 209 с подрезкой торца, выдержав размеры 140 и 178;
Установ 2:
1) Подрезать торец выдержав размер 212±0.5;
2) Точить Æ 260 напроход;
3) Точить Æ 220, выдержав размер 14;
4) Расточить Æ 70, выдержав размер 156;
5) Расточить Æ 80, выдержав размер 145;
6) Расточить Æ 116, выдержав размер 66;
7) Расточить Æ 157, выдержав размер 49;
8) Расточить Æ 167, выдержав размер 37;
9) Расточить Æ 192, выдержав размер 14.
020 – токарно-винторезная с ЧПУ
Здесь производится получистовая обработка поверхностей заготовки и формируются основные конструктивные особенности детали. Операция состоит из двух установов, которые делятся на переходы. Здесь используется принцип последовательной концентрации операций, который состоит в том, что в одной операции концентрируется большое количество переходов с последовательной сменой инструмента. При этом уменьшается количество используемого оборудования, площадей, числа рабочих, повышается точность обработки за счет уменьшения числа переустановок. Применение станка с ЧПУ позволит значительно сократить время на холостые ходы, смену режущего инструмента и пробные проходы. Обработка поверхностей на станке с ЧПУ производится согласно управляющей программы.
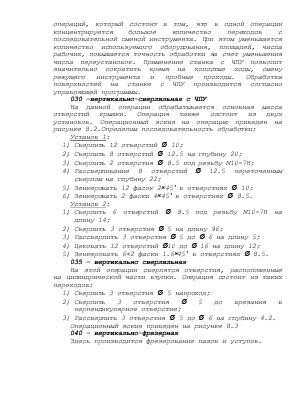
030 –вертикально-сверлильная с ЧПУ
На данной операции обрабатывается основная масса отверстий крышки. Операция также состоит из двух установов. Операционный эскиз на операцию приведен на рисунке 8.2.Определим последовательность обработки:
Установ 1:
1) Сверлить 12 отверстий Æ 10;
2) Сверлить 8 отверстий Æ 12.5 на глубину 20;
3) Сверлить 2 отверстия Æ 8.5 под резьбу М10-7Н;
4) Рассверливание 8 отверстий Æ 12.5 переточенным сверлом на глубину 22;
5) Зенкеровать 12 фасок 2´45° в отверстиях Æ 10;
6) Зенкеровать 2 фаски 4´45° в отверстиях Æ 8.5.
Установ 2:
1) Сверлить 6 отверстий Æ 8.5 под резьбу М10-7Н на длину 14;
2) Сверлить 3 отверстия Æ 5 на длину 96;
3) Рассверлить 3 отверстия Æ 5 до Æ 6 на длину 5;
4) Цековать 12 отверстий Æ10 до Æ 16 на длину 12;
5) Зенкеровать 6+2 фаски 1.6´45° в отверстиях Æ 8.5.
035 – вертикально сверлильная
На этой операции сверлятся отверстия, расположенные на цилиндрической части втулки. Операция состоит из таких переходов:
1) Сверлить 3 отверстия Æ 5 напроход;
2) Сверлить 3 отверстия Æ 5 до врезания в перпендикулярное отверстие;
3) Рассверлить 3 отверстия Æ 5 до Æ 6 на глубину 4.2.
Операционный эскиз приведен на рисунке 8.3
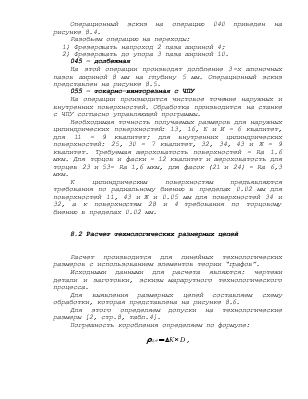
040 – вертикально-фрезерная
Здесь производится фрезерование пазов и уступов.
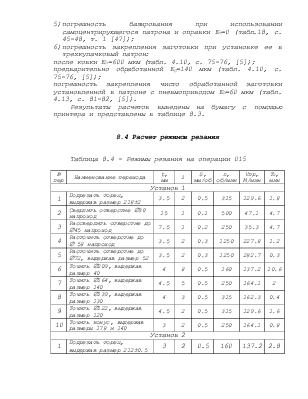
Операционный эскиз на операцию 040 приведен на рисунке 8.4.
Разобьем операцию на переходы:
1) Фрезеровать напроход 2 паза шириной 4;
2) Фрезеровать до упора 3 паза шириной 10.
045 – долбежная
На этой операции производят долбление 3-х шпоночных пазов шириной 8 мм на глубину 5 мм. Операционный эскиз представлен на рисунке 8.5.
055 – токарно-винторезная с ЧПУ
На операции производится чистовое точение наружных и внутренних поверхностей. Обработка производится на станке с ЧПУ согласно управляющей программы.
Необходимая точность получаемых размеров для наружных цилиндрических поверхностей: 13, 16, Е и И – 6 квалитет, для 11 – 9 квалитет; для внутренних цилиндрических поверхностей: 25, 30 – 7 квалитет, 32, 34, 43 и Ж – 9 квалитет. Требуемая шероховатость поверхностей – Ra 1.6 мкм. Для торцов и фаски – 12 квалитет и шероховатость для торцев 23 и 53– Ra 1,6 мкм, для фасок (21 и 24) – Ra 6,3 мкм.
К цилиндрическим поверхностям предъявляются требования по радиальному биению в пределах 0.02 мм для поверхностей 11, 43 и Ж и 0.05 мм для поверхностей 34 и 32, а к поверхностям 28 и 4 требования по торцовому биению в пределах 0.02 мм.
8.2 Расчет технологических размерных цепей
Расчет производится для линейных технологических размеров с использованием элементов теории “графов”.
Исходными данными для расчета являются: чертежи детали и заготовки, эскизы маршрутного технологического процесса.
Для выявления размерных цепей составляем схему обработки, которая представлена на рисунке 8.6.
Для этого определяем допуски на технологические размеры [2, стр.8, табл.4].
Погрешность коробления определяем по формуле:
![]() ,
,
где DК – удельное коробление,
D – диаметр, мм.
DК=1мкм на 1мм диаметра (для поковок).
rкор=1´273=270 мкм=0,27 мм.
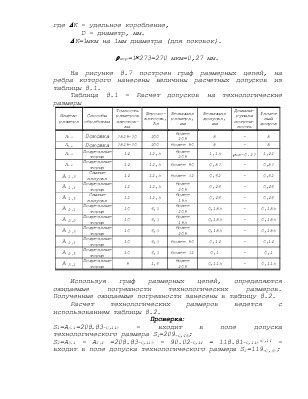
На рисунке 8.7 построен граф размерных цепей, на ребра которого нанесены величины расчетных допусков из таблицы 8.1.
Таблица 8.1 – Расчет допусков на технологические размеры
|
Индекс размера |
Способы обработки |
Точность размеров заготов-ки |
Шерохо-ватость, Ra |
Величина размера, мм |
Величина допуска, мм |
Домини-рующая погреш-ность |
Расчетный допуск |
|
А0.1 |
Поковка |
7829-70 |
200 |
более 209 |
8 |
- |
8 |
|
А0.2 |
Поковка |
7829-70 |
200 |
более 90 |
8 |
- |
8 |
|
А1.1 |
Подрезание торца |
14 |
12,5 |
более 209 |
1,15 |
rКОР=0.27 |
1,42 |
|
А1.2 |
Подрезание торца |
14 |
12,5 |
более 90 |
0,87 |
- |
0,87 |
|
А 1.3 |
Снятие напуска |
14 |
12,5 |
более 32 |
0,62 |
- |
0,62 |
|
А 1.4 |
Подрезание торца |
12 |
12,5 |
более 209 |
0,46 |
- |
0,46 |
|
А 1.5 |
Снятие напуска |
12 |
12,5 |
более 195 |
0,46 |
- |
0,46 |
|
А 2.1 |
Подрезание торца |
10 |
6,3 |
более 209 |
0,185 |
- |
0,185 |
|
А 2.2 |
Подрезание торца |
10 |
6,3 |
более 195 |
0,185 |
- |
0,185 |
|
А 2.3 |
Подрезание торца |
10 |
6,3 |
более 209 |
0,185 |
- |
0,185 |
|
А 2.4 |
Подрезание торца |
10 |
6,3 |
более 90 |
0,14 |
- |
0,14 |
|
А 2.5 |
Подрезание торца |
10 |
6,3 |
более 32 |
0,1 |
- |
0,1 |
|
А 3.1 |
Подрезание торца |
9 |
1,6 |
более 209 |
0,115 |
- |
0,115 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.