 мм;
мм;
 .
.
Определяем диаметр начальной окружности Dр=Rр*2=113,98мм
Корректируем диаметр начальной окружности технологического ротора.
Принимаем Dр при числе позиций технологического ротора равному 6 Dр=144
Определяем частоту вращения технологического ротора.
![]()
Определяем скорость вращения технологического ротора.
![]()
![]()
![]()
![]()
Определяем угловую скорость ротора.
![]()

4.6 Проведение необходимых расчетов на прочность
4.6.1 Расчет деталей штампа на смятие
![]()
Где P – расчетное усилие вырубки кг
Fсм – площадь смятия мм2
![]() - допустимый
предел смятия =
10кг/мм2
- допустимый
предел смятия =
10кг/мм2
![]()
![]()
Так как![]() ≥
≥![]() ставим
стальную закаленную прокладку
ставим
стальную закаленную прокладку
4.6.2 Расчет деталей штампа на сжатие
![]()
Где P - суммарное усилие вырубки=49798 кг
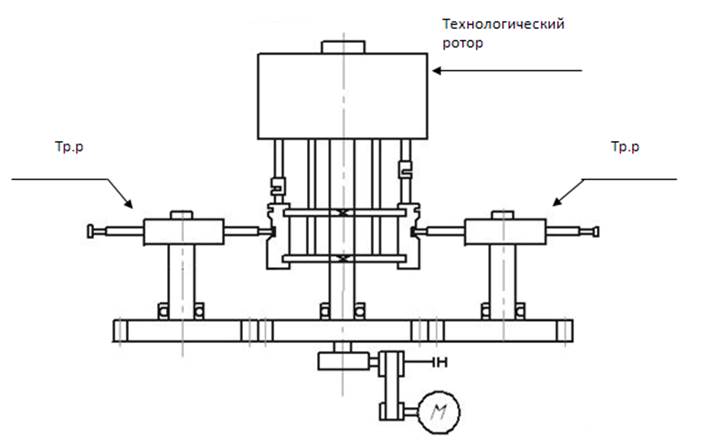
Рис 14 Типовая схема роторной машины
Компоновочная схема роторной машины
![]()
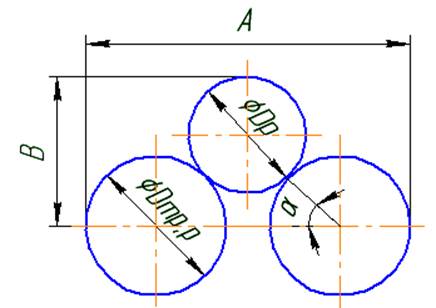
Рис 15
A = Dтр.р+2*0,5*(Dр+Dтр.р)*sinα+(100…200) мм
Где Dр – диаметр технологического ротора = 108 мм
Dтр.р – диаметр транспортного ротора = 216 мм
Sinα – угол между роторами = 45°
A = 216 +2*0.5*(108+216)* sin45°+(100…200)=592.8 мм
B = 0.5* Dр+0.5* Dтр.р+0.5*( Dр+ Dтр.р)* sinα+(100…200) мм
B = 0.5*108+0.5*216 +0.5*(108+216)* sin45°+(100…200) = 425 мм
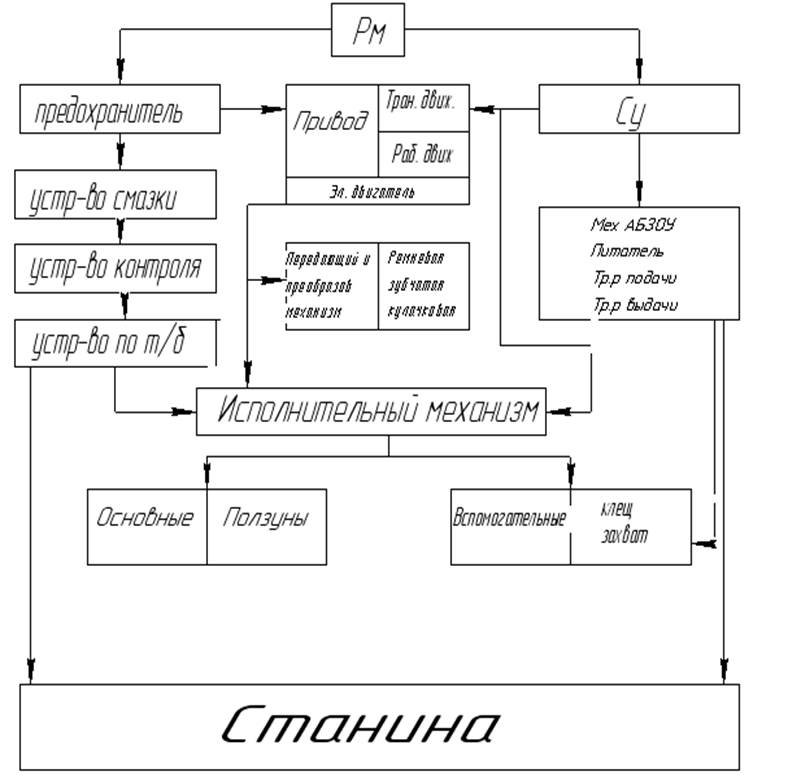
Рис 16. Технологическая схема роторной машины
![]()
![]()
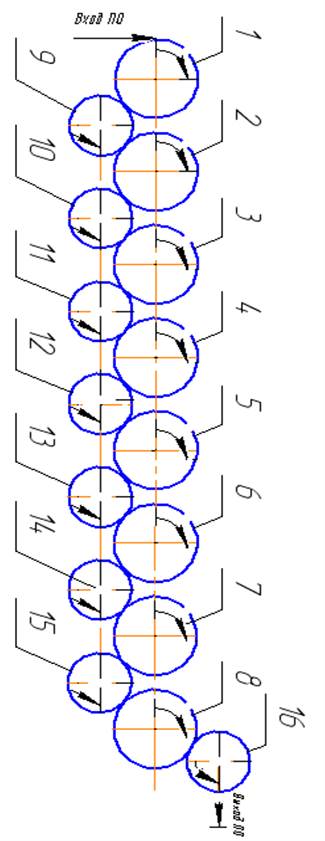
Рис 17. Схема положений АРЛ ЛГ-207
1 – загрузочный ротор
2…8 – транспортные роторы
9 – ротор 1й штамповки
10 – ротор наличия контроля гнезда
11 – ротор 2й штамповки
12 – ротор контроля высоты наковальни
13 – ротор контроля диаметра гнезда
14 – ротор пробивки запальных отверстий
15 – ротор шарошения
16 – ротор контроля
![]() Технологические операции в линии выполняются в технологических
роторах в процессе непрерывного движения обрабатываемого изделия. Передача
полуфабриката из одного ротора в другой производится транспортными роторами.
Загрузка полуфабриката в автомат питания производится межлинейным транспортным
устройством с предыдущего оборудования. Из автомата питания полуфабрикат по
питательному шлангу поступает в питатель, откуда переталкивающий рычаг досылает
его в клещи транспорта питания. При своём вращении транспорт питания,
переориентируя полуфабрикат на 180°, (донышком вверх), подаёт его в блок 1-й
штамповки, где производится предварительное формирование донной части. Из блока
1-й штамповки транспортным ротором полуфабрикат переносится в блок контроля
наличия гнезда, где формируется показание о пригодности полуфабриката для 2-й
штамповки. В случае брака полуфабрикат удаляется из потока в
транспортном роторе контроля, который годный полуфабрикат переносит во 2-й блок
штамповки, где окончательно формируется дно полуфабриката. Из блока 2-й
штамповки, транспортным ротором и переталкивателем, полуфабрикат
передаётся в блок ротора контроля высоты наковальни, где проверяется высота
наковальни, отсюда последующем транспортным ротором в блок контроля диаметра
гнезда, где диаметр гнезда проверяется не проходной пробкой. После каждого из
контрольных роторов, бракованный полуфабрикат удаляется из потока
сбрасывающим устройством, с контрольных блоков через запоминающее
устройство.
Технологические операции в линии выполняются в технологических
роторах в процессе непрерывного движения обрабатываемого изделия. Передача
полуфабриката из одного ротора в другой производится транспортными роторами.
Загрузка полуфабриката в автомат питания производится межлинейным транспортным
устройством с предыдущего оборудования. Из автомата питания полуфабрикат по
питательному шлангу поступает в питатель, откуда переталкивающий рычаг досылает
его в клещи транспорта питания. При своём вращении транспорт питания,
переориентируя полуфабрикат на 180°, (донышком вверх), подаёт его в блок 1-й
штамповки, где производится предварительное формирование донной части. Из блока
1-й штамповки транспортным ротором полуфабрикат переносится в блок контроля
наличия гнезда, где формируется показание о пригодности полуфабриката для 2-й
штамповки. В случае брака полуфабрикат удаляется из потока в
транспортном роторе контроля, который годный полуфабрикат переносит во 2-й блок
штамповки, где окончательно формируется дно полуфабриката. Из блока 2-й
штамповки, транспортным ротором и переталкивателем, полуфабрикат
передаётся в блок ротора контроля высоты наковальни, где проверяется высота
наковальни, отсюда последующем транспортным ротором в блок контроля диаметра
гнезда, где диаметр гнезда проверяется не проходной пробкой. После каждого из
контрольных роторов, бракованный полуфабрикат удаляется из потока
сбрасывающим устройством, с контрольных блоков через запоминающее
устройство.
Транспортный ротор контроля диаметра гнезда передаёт полуфабрикат в блок пробивки, откуда транспортным ротором пробивки полуфабрикат переносится в блок шарошения, где снимается не отделившаяся крупка и заусенцы. Из блока шарошения транспортным ротором полуфабрикат передается в сборник готовой продукции; на этом пути фотоконтроль удаляет из потока полуфабрикат с не пробитыми отверстиями.
Годные изделия из сборника готовой продукции могут быть направлены в отдельную тару или в бункер последующего межлинейного транспортного устройства.
В конце линии предусмотрен счетчик готовой продукции.
Экономическая часть
Выбор базового варианта для сравнения
В проекте приводится сравнение базового и предлагаемого варианта изготовления гильзы 45. При этом учтены следующие положения:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.