Блок устанавливают в пазах блокодержателя ротора и крепят с помощью специального устройства, обеспечивающего быстросъёмность блока. Инструментальный блок технологического ротора представляет собой автономный комплекс: "предмет обработки - инструмент * приспособление", полностью определяющий качество и точность изготовления изделий. Конструкция блока такова, что позволяет производить наладку инструмента вне технологического ротора на специальном стенде.
4.1.1 Описание конструкции блока 2-й штамповки
На валу ротора штамповки насаженны и стянуты тягами распределительный блок с упорным диском блокодержатель, барабан со штоками и блок цилиндров.
![]() Работа ротора совершается следующим образом. При вращении
ротора шток, перемещаясь от радиального копира вверх, совершает предварительный
ход, при котором в блоке совершается приём полуфабриката. Замковая группа
поршня находится в пущенном положении если не было сигнала на отказ от рабочего
хода, при котором замок стоит иа пути штока. При дальнейшем вращении через
плоский распределитель подается масло, сначала под низким, а затем под высоким
давлением. От низкого давления совершается предварительный ход штамповки, от
высокого - окончательный ход штамповки. Далее рабочая полость цилиндра
соединяется со сливом; замок копиром отводится в исходное положение и
фиксируется рычагом. Шток, опускаясь по копиру, перемещает поршень в нижнее
положение, выжимая масло из цилиндра в бак.
Работа ротора совершается следующим образом. При вращении
ротора шток, перемещаясь от радиального копира вверх, совершает предварительный
ход, при котором в блоке совершается приём полуфабриката. Замковая группа
поршня находится в пущенном положении если не было сигнала на отказ от рабочего
хода, при котором замок стоит иа пути штока. При дальнейшем вращении через
плоский распределитель подается масло, сначала под низким, а затем под высоким
давлением. От низкого давления совершается предварительный ход штамповки, от
высокого - окончательный ход штамповки. Далее рабочая полость цилиндра
соединяется со сливом; замок копиром отводится в исходное положение и
фиксируется рычагом. Шток, опускаясь по копиру, перемещает поршень в нижнее
положение, выжимая масло из цилиндра в бак.
4.1.2 Описание конструкции блока вытяжки
Блок вытяжки состоит из дисков, между которыми стянуты шпильками 6 гидроцилиндров, блокодержателя, имеющего 6 гнёзд для крепления ИБ, плоского гидро - распределителя, подающего масло в гидроцилинр и нижние опоры, воспринимающие усилие от массы и зубчатого зацепления.
Диск и блокодержатель устанавливаются на валу и стянуты между собой шпильками на которой, установленные втулки. Шпильки воспринимают рабочее усилие при совершении операции вытяжки.
Плоский гидро - распределитель состоит из: диска - накладки, распределительного диска, коммуникационного диска, опоры и стакана.
Поршни гидроцилиндров, связанные через штоки с ИБ, совершают рабочий ход под давлением масла, которое подводится в гидроцилиндры от насоса через плоский распределитель. При совершении рабочего хода поршня, масло вытесняется из образовавшейся штоковой полости и поступает в диски, которые и направляют масло в штоковую полость поршня.
4.2Расчет основных параметров ротора 3 вытяжки
Рис 10 Расчетная схема технологической операции
Определяем длины подвода рабочего инструмента
Определяем длину подвода;
![]() ,мм; где: Δ – длина подвода инструмента к заготовке, выбирается конструктивно в
пределах 5…10 мм. Принимаем Δ = 5мм.
,мм; где: Δ – длина подвода инструмента к заготовке, выбирается конструктивно в
пределах 5…10 мм. Принимаем Δ = 5мм.
![]()
- Определяем длину выполнения рабочий операции
![]() мм,
мм,
![]()
![]()
![]()
![]()
Определяем длину отвода инструмента в исходное положение:
![]()
где: ![]() 5мм
5мм
![]()
Определяем время подвода инструмента:
![]()
![]() =
=![]() мин
мин
где:
![]() -
скорость перемещения ползуна. Принимаем равную 300 мм/с.
-
скорость перемещения ползуна. Принимаем равную 300 мм/с.
![]() =
= мин
мин
Определяем время выполнения рабочей операции:
![]()
Определяем время отвода инструмента:
![]() Строим
график перемещения инструмента:
Строим
график перемещения инструмента:
Рис 11
Определяем время технологического цикла
![]() , мин
, мин
где:
![]() - время остановок
инструмента, принимается как 0,01 с.
- время остановок
инструмента, принимается как 0,01 с.
![]()
Определяем время кинетического цикла.
![]()
![]() мин;
мин;
![]() мин.
мин.
Определение основных параметров технологического ротора.
Строем расчетную схему технологического ротора.
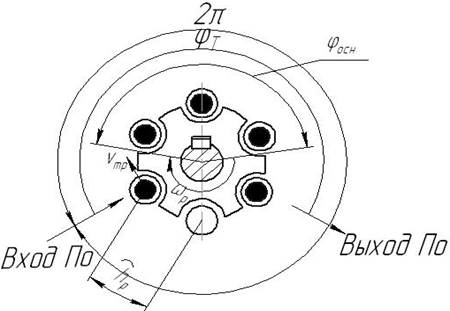
Определяем теоретическую производительность роторной машины*.
 ,
, ![]() где:
где:
![]() - действительная
производительность.
- действительная
производительность.
![]() - коэффициент
использования линии 0,85.
- коэффициент
использования линии 0,85.
Определяем шаг ротора.
![]()
![]() , мм где:
, мм где:
![]() - диаметр
обрабатываемого изделия
- диаметр
обрабатываемого изделия
![]() .
.
Определяем общее число позиций технологического ротора
![]() поз
поз
![]() поз
поз
Определяем число позиций на технологическом участке.
![]()
![]()
Определяем число позиций ротора на участке обработки.
![]() поз
поз
![]() поз
поз
Определяем радиус начальной окружности ротора
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.